


Münze
Verlauf
Menschliche Zivilisationen haben Metalle seit langem als Tauschmittel verwendet. Neben ihren langlebigen Eigenschaften eignen sich Metalle gut zum Schmelzen und Gießen. Bereits 1000
Die erste Erwähnung westlicher Münzen erfolgte erst 700 v. , im westlichen Kleinasien. Im Fundament des Artemis-Tempels in Ephesus am Ufer der Ägäis wurden Münzen aus einer natürlich vorkommenden Legierung aus Gold und Silber namens Elektrum gefunden. König Krösus von Lydien, der von 560 bis 546 v. Chr. regierte. , wurde zugeschrieben, ein bimetallisches System aus reinem Gold und reinen Silbermünzen geschaffen zu haben. Diese frühen Münzen trugen typischerweise Abdrücke von Tieren wie Bullen, Vögeln, Insekten oder Fabelwesen. Auch Gravuren von Gemüse waren beliebt. Auf einer Seite der Münzen wurden Abdrücke mit einem Werkzeug mit diesem speziellen Design gestanzt. Das Münzdesign wurde in dieser Zeit zu einer Kunstform erhoben, und aufwendig geprägten Münzen wurde ein hoher Stellenwert eingeräumt. Viele griechische Städte wetteiferten um die Auszeichnung, die am schönsten gestalteten Münzen zu besitzen.
Alexander der Große baute in seinem ganzen Königreich Münzstätten, von Mazedonien bis Babylon. Er führte einheitliche Gewichte und Typen ein. Während der Regierungszeit Alexanders wurde das Münzporträt populär. Herrscher, Götter und Göttinnen waren die Porträts der Wahl. Im vierten und fünften Jahrhundert n. Chr. , Graveure in Italien und insbesondere in Sizilien wurden allgemein als Experten für Münzdesign anerkannt. Ihr Können wurde so verehrt, dass die Graveure begannen, ihre Arbeit zu signieren.
Vor dem Beginn des Industriezeitalters wurde das Prägen von Münzen manuell durchgeführt. Ein runder Metallrohling wurde über einen Amboss gelegt, der mit einer geprägten Matrize versehen war. Ein weiterer Stempel wurde an einem Stößel befestigt, der dann auf den Rohling gelegt wurde. Der Münzmacher hielt den Stößel mit einer Hand fest und schlug dann einen zwei Pfund schweren Hammer auf den Stößel. Bemerkenswerterweise führte dies zu sieben Tonnen Druck, die Eindrücke in beide Seiten des Blanks erzwangen. Das für frühgriechische Münzen typische Hochrelief erforderte manchmal zwei oder drei Schläge, um die gewünschte Wirkung zu erzielen. Das Erwärmen des Rohlings vor dem Schlagen reduzierte oft die Anzahl der erforderlichen Schläge. Mit dieser Methode konnte alle zwei Sekunden eine Münze geschlagen werden.
Rohstoffe
Jedes Land erlässt strenge Richtlinien für die Zusammensetzung seiner Währung. Die externen Verkäufer, die das Metall oder die "Lager" an die Münzstätte liefern, müssen diese Richtlinien genau befolgen. Ursprünglich bestand der US-Penny (oder Cent) aus 95 % Kupfer und 5 % Zink. 1982 wurde diese Zusammensetzung zu einem verkupferten Zink geändert. Eine Zinklegierung mit Spuren von Kupfer bildet den Kern der Münze, während die äußere Oberfläche mit Kupfer galvanisiert ist. Fünf-Cent-Münzen bestehen aus Kupfernickel, einer Legierung aus 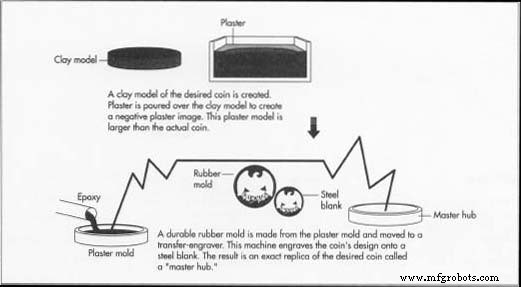 75 % Kupfer und 25 % Nickel. Dimes-, Quarter-, Half-Dollar- und Dollar-Münzen bestehen aus drei Metallschichten, die miteinander verbunden oder "plattiert" wurden. Die äußere Schicht besteht zu 75 % aus Kupfer und zu 25 % aus Nickel, während der Kern aus reinem Kupfer besteht.
75 % Kupfer und 25 % Nickel. Dimes-, Quarter-, Half-Dollar- und Dollar-Münzen bestehen aus drei Metallschichten, die miteinander verbunden oder "plattiert" wurden. Die äußere Schicht besteht zu 75 % aus Kupfer und zu 25 % aus Nickel, während der Kern aus reinem Kupfer besteht.
In den Fabriken der Fremdanbieter werden die Metalllegierungen in Öfen geschmolzen und in rechteckige Formen gegossen. Wenn das Material abkühlt, wird es unter Druck auf die entsprechenden Dicken gewalzt. Der Walzprozess führt zu einer übermäßigen Härte des Materials, was die Anwendung eines Prozesses namens Glühen erfordert. Dabei wird das Material durch eine Reihe von Erwärmungen und Abkühlungen erweicht und auf die zum Formen und Stanzen erforderliche Konsistenz gebracht. Die rechteckigen Metallbleche werden in Streifen von ungefähr 13 Zoll (33 cm) Breite und 1.500 Fuß (457 m) Länge geschnitten und dann zu Rollen gerollt. Die Münzprägeanstalten kaufen die Coils nach ihrem Bedarf.
Der Herstellungsprozess
Prozess
Formen und Gravieren der Hauptnabe
- 1 Wenn eine neue Münze in Auftrag gegeben wurde, entwickeln die von der Münzstätte beschäftigten Bildhauer eine Reihe von Skizzen. Wenn eine bestimmte Skizze genehmigt und verfeinert wurde, erstellt der Bildhauer ein Tonmodell. Das Modell kann zwischen drei und zwölf Mal größer sein als die eigentliche Münze.
- 2 Gips wird über das Tonmodell gegossen, um ein negatives oder umgekehrtes Gipsmodell zu erstellen. Die Worte der Inschriften sind spiegelverkehrt in den Gips eingraviert. Der Bildhauer wiederholt diesen Vorgang mehrmals, bis das Gipsmodell perfekt ist.
- 3 Als nächstes wird eine haltbare Gummiform hergestellt, indem Epoxidharz in die Gipsform gegossen wird. Die Epoxidform wird auf einen Transfergravierer montiert. An einem Ende des Transfer-Gravierers zeichnet ein Stift die Epoxidform nach. Während sich der Stift bewegt, reduziert ein Verhältnisbalken in der Mitte des Gravierers das Design auf die tatsächliche Münzgröße. Diese reduzierte Größe wird einem Hartmetallwerkzeug am gegenüberliegenden Ende mitgeteilt, das dann das Design in einen Stahlrohling schneidet. Das Ergebnis ist eine positive Replik, die als "Master-Hub" bezeichnet wird. Die Bildhauer untersuchen die Masternabe und entfernen alle Unvollkommenheiten.
Erstellen der Arbeitswerkzeuge
- 4 Wärmebehandeltes Metall wird unter eine computergesteuerte Drehbank gelegt und dort geglättet
 und zu einem genau vermessenen Rohling poliert. Der Master-Hub wird in die Matrize eingepresst. Das Ergebnis wird als "Master-Die" bezeichnet. Das Masterwerkzeug wird verwendet, um Arbeitsnaben und Arbeitswerkzeuge zu erstellen. Die Master-Hubs und -Matrizen werden dann eingelagert.
und zu einem genau vermessenen Rohling poliert. Der Master-Hub wird in die Matrize eingepresst. Das Ergebnis wird als "Master-Die" bezeichnet. Das Masterwerkzeug wird verwendet, um Arbeitsnaben und Arbeitswerkzeuge zu erstellen. Die Master-Hubs und -Matrizen werden dann eingelagert.
Zuschnitte ausstanzen
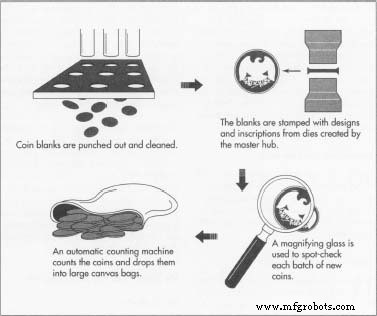
- 5 Das entsprechende Metallband wird durch eine Stanzpresse geführt, die runde Scheiben entsprechend der Größe der zu prägenden Münze ausstanzt. Die Zuschnitte werden mit einer Geschwindigkeit von 400 Hüben pro Minute geschnitten. Die übrig gebliebenen Metallreste werden geschreddert und für die zukünftige Verwendung recycelt.
Glühen und Beizen der Rohlinge
- 6 Die Platinen werden einem weiteren Glühprozess unterzogen und anschließend in industrielle Waschmaschinen und Trockner gelegt. Die bei diesen verschiedenen Prozessen verwendeten Schmiermittel führen dazu, dass die Rohlinge fleckig werden und oxidieren.
- 7 Als nächstes werden die Rohlinge in mit einem sauren Beizmittel gefüllten Drehwannen oder Fässern gefüllt. Wenn die Rohlinge in den Wannen zusammengeworfen werden, werden sie brüniert.
Sortieren und Entgittern der Rohlinge
- 8 Die Rohlinge werden durch einen "Riddler" gesiebt, ein Blech, das mit Löchern versehen ist, die genau der Größe der jeweiligen zu prägenden Münze entsprechen. Auf diese Weise werden unförmige und ungleich große Rohlinge aussortiert.
Die Münzen schlagen
- 9 Per Förderband gelangen die perfekten Rohlinge zur Prägepresse, wo sie mit Mustern und Beschriftungen versehen werden. Um eines der Werkzeuge wird ein Stahlkragen in die Presse eingesetzt. Die Matrize für die Rückseite wird in den Oberarm der Presse geladen. Hunderte Tonnen Luftdruck drücken den Blank in den Kragen. Gleichzeitig wird die Überkopfmatrize nach unten in den Kragen und auf den Rohling gedrückt. Durch den Aufprall bilden sich die Eindrücke auf beiden Seiten des Rohlings. Die Presse gibt die neu geprägte Münze frei und sie bewegt sich über ein Förderband zur Inspektionslinie.
In einigen Fällen weist der Kragen Rillen auf, um die geriffelten Kanten auf der Münze zu bilden. Ansonsten werden die Nuten nach dem Schlagprozess auf einem sogenannten Stauchfräser hergestellt. Die Größe der Presse variiert von Einzelkapazität bis hin zu einer, die vier Münzen gleichzeitig prägt. Einzelschlagpressen stanzen in der Regel 400 Münzen pro Minute, mit Druckbelastungen bis 180 Tonnen. Mehrere Pressen können 120 Münzen pro Minute unter 250 Tonnen Druck herausdrehen.
Prüfen und Sortieren
- 10 Der Maschinenführer prüft jede Charge neuer Münzen stichprobenartig mit einer Lupe. Die Münzen bewegen sich durch einen weiteren Riddler, der Rohlinge aussortiert, die während des Prägevorgangs verformt oder verbeult wurden.
Zählen und Eintüten
- 11 Ein Zählautomat spuckt eine vorgegebene Menge Münzen aus und wirft sie in große Segeltuchsäcke. Die Säcke werden zugenäht, auf Paletten verladen und dann mit Gabelstaplern in Lagertresore transportiert.
Qualitätskontrolle
Kontrollen werden an vielen Stellen während des Gravur- und Herstellungsprozesses durchgeführt. Legierungen werden mit Röntgenfluoreszenzspektrometern oder chemischen Verfahren analysiert. Der Oberflächenzustand der Rohlinge wird häufig auf maximalen Mittellinienmittelwert überprüft. Die Durchmesser der Rohlinge werden mit Lehren wie Mikrometern gemessen. Die Gewichte werden durch Wiegen einer bestimmten Anzahl von Münzen gegen ein Standardgewicht zuzüglich einer vordefinierten Zulage kontrolliert.
Die Zukunft
Mitte der 1990er Jahre trafen die USA Vorbereitungen, um sich anderen Industrieländern anzuschließen und eine Dollarmünze anstelle einer Papiernote zu verwenden. Obwohl Unterstützer auf die Einsparungen hinweisen, die die Umstellung mit sich bringen würde, und Umweltschützer die Vorzüge der Abschaffung der Dollarnote rühmen, sehen Traditionalisten die Dollarnote als ein fest verankertes Symbol der Vereinigten Staaten. Auch Gewerkschaften und Wirtschaftsverbände der Papierindustrie sprachen sich gegen die neue Münze aus.
Auch die Abschaffung des Pennys hat in den letzten Jahren an Unterstützung gewonnen. Ironischerweise hat die amerikanische Öffentlichkeit, die den Penny als wertlos betrachtet, Millionen von Menschen dazu veranlasst, sie zu Hause in Gläsern und Kisten zu lagern, um sie zu einem späteren Zeitpunkt gegen größere Stückelungen einzutauschen. Dies hat zu einem Mangel an Pfennigen im kommerziellen Bereich geführt. Entscheidungen über die Abschaffung von Münzen sind stark politisch und zeugen von der anhaltenden Symbolkraft der Metallmünze.
Herstellungsprozess