


Konstruktionsteile für die CNC-Bearbeitung kleiner Serien
In den letzten Jahren CNC-Bearbeitung hat die Werkstattpraxis völlig verändert. Nahezu jede Branche, die auf die CNC-Bearbeitung von Teilen angewiesen ist, nutzt selbst hochpräzise CNC-Werkzeugmaschinen oder setzt auf professionelle Zerspanungsdienste, die Rohmaterialien zu kundenspezifischen Bearbeitungsteilen verarbeiten und diese zu Einzelteilen weiterverarbeiten. Es eröffnet eine ganze Welt neuer Möglichkeiten für Designer, die kleine und mittelgroße mechanische Massenteile entwerfen.
Diese frühzeitige Überlegung trägt dazu bei, Zeit und Kosten im Herstellungsprozess zu reduzieren, was bei der Bestellung von Tausenden von Teilen entscheidend ist.
Wenn es sich bei dem Teil um einen Prototyp handelt, kann das übereilte Design zu hohen Produktionskosten und mehreren Neukonstruktionen führen, bevor es zur Massenproduktion übergeht. Um diese Probleme zu vermeiden, beachten Sie bitte einige Konstruktionsrichtlinien, bevor Sie ein CNC-Bearbeitungsangebot für Kleinserien zur Fertigung einreichen.
Preis C Überlegungen
Die Maschinenwerkstatt bestimmt den festgelegten Preis für die Vorbereitung eines Produktionsauftrags. Die Daten müssen analysiert und in die Maschine programmiert werden. Als nächstes bereiten sich die Bediener auf ihre Arbeit vor und verwenden die entsprechenden Vorrichtungen und Werkzeuge, um das Projekt einzurichten. Diese Kosten werden auf die Einheiten der Bestellung verteilt. Je kleiner die Bestellung, desto höher die Installationskosten pro Einheit. Darüber hinaus erfordert die Bestellung kleinerer Materialmengen mehr Investitionen pro Einheit als die Bestellung von Materialien in großen Mengen.
Eine weitere Kostenüberlegung für kleinere Aufträge hängt damit zusammen, wie die Maschinenwerkstatt den Auftrag bearbeitet. Je größer der Auftrag, desto mehr sucht die Werkstatt nach Möglichkeiten, die Produktionseffizienz zu verbessern. Diese Verfahren sind jedoch bei der Kleinserienfertigung nicht kosteneffektiv, da die Kleinserienfertigung auf einmal produziert wird, wodurch die Stückkosten steigen.
Entwurf C Kriterien
Es gibt einige Designstrategien, die Sie beachten sollten, um die Herstellung von Teilen zu vereinfachen:
Innen A Winkel:
Je schärfer die Innenecke des Teils ist, desto kleiner ist das Werkzeug. Kleinere Werkzeuge bedeuten, dass mehr Fräsdurchgänge erforderlich sind, um Material zu entfernen, was Zeit und Kosten erhöht. Maschinenbediener können größere Werkzeuge zum Fräsen von Konstruktionsteilen verwenden, um den Bearbeitungsprozess zu beschleunigen. Dies kann erreicht werden, indem statt scharfer Innenecken größere abgerundete Ecken angegeben werden.
Loch
Maschinenbediener verwenden Bohrer und Schaftfräser, um CNC-Teile zu bearbeiten. Verwenden Sie bei der Bestimmung des Durchmessers des Lochs im Design einen Standardbohrer mit Standardgröße, gemessen in metrischen oder imperialen Einheiten, als Richtlinie. Technisch gesehen kann jeder Durchmesser einen Millimeter überschreiten. Wenn ein sehr fehlerverzeihendes Loch erforderlich ist, können Ingenieure Schlichtreibahlen und Bohrfräser verwenden. Es wird für Löcher mit einem Standarddurchmesser von weniger als etwa 20 mm empfohlen.
Fäden
Für die Konstruktion von CNC-bearbeiteten Teilen ist die empfohlene Gewindegröße M6 oder größer, aber das Minimum kann nur M2 sein. Der Maschinenbediener verwendet ein CNC-Gewindewerkzeug, um das Gewinde auf M6 zu schneiden, wodurch das Risiko einer Gewindebohrerunterbrechung verringert wird. Kann in M2-Hähne und -Formen geschnitten werden.
Die empfohlene Gewindelänge und der minimale Nenndurchmesser betragen das 1,5-fache. Für alle Gewinde unter M6 müssen Sie am Boden des Lochs eine Länge ohne Gewinde hinzufügen, die dem 1,5-fachen des Nenndurchmessers entspricht. Bei Gewinden größer als M6 kann das Loch über die gesamte Länge mit Gewinde versehen werden.
Innen E de
Der empfohlene vertikale Eckenradius der Innenkante beträgt mindestens ein Drittel der Hohlraumtiefe. Bei Verwendung des empfohlenen Eckenradius wird ein Durchmesserwerkzeug verwendet, das den empfohlenen Richtlinien für die Kavitätstiefe entspricht. Der Eckenradius ist etwas größer als die empfohlene Zahl und kann statt in einem 90-Grad-Winkel entlang einer kreisförmigen Bahn geschnitten werden, was ein hervorragendes Finish für CNC-bearbeitete Teile bietet.
Hohlraum D epth
CNC-Schneidwerkzeuge können die Innenfläche nicht über eine bestimmte Tiefe hinaus erreichen. Um zu vermeiden, dass Designs erstellt werden, die nicht bearbeitet werden können, begrenzen Sie die Tiefe der Kavität auf das Vierfache der Breite des Werkzeugs.
Funktion A Ausrichtung
Die Form und Kontur des Teils bestimmen die Verarbeitungsmethode und den erforderlichen Setzbetrag. Je komplexer das Teil, desto höher die Herstellungskosten. Das Vereinfachen des Entwurfs verringert die Menge an Neupositionierung, die während der Verarbeitung erforderlich ist. Die Neupositionierung von Teilen erhöht nicht nur die Herstellungszeit und -kosten, sondern führt auch zu Positionsfehlern.
Nicht O ver D design T Toleranzen:
Teile mit bestimmten Toleranzen sind teurer in der Herstellung als Teile, die auf Standardtoleranzen angewiesen sind. In einigen Fällen werden diese zusätzlichen Toleranzen aus Wiederholungen ausgewählt, nicht weil das Design selbst sie erfordert. Wenn Ihr Design keine besonderen Toleranzen erfordert, verwenden Sie diese bitte nicht.
Wenn Sie engere Toleranzen wünschen, müssen Sie auch mit höheren Kosten rechnen. Je höher Ihre Anforderungen, desto länger die CNC-Bearbeitungszeit der Teile und desto fortschrittlichere CNC-Werkzeugmaschinen und Prüfgeräte müssen verwendet werden.
Material A und S Oberfläche F Fertig:
Jetzt sind die Materialkosten volatiler denn je. Das von Ihnen gewählte Material kann nicht nur die Gesamtproduktionskosten senken, sondern auch die Produktionszeit verkürzen (je nach Verfügbarkeit). Die Oberflächenveredelung erhöht auch die Kosten. Wenn Ihre Teile also keine einzigartige Veredelung benötigen, fragen Sie bitte nicht danach.
Dünn W alle
Idealerweise sollte die Wand eines CNC-bearbeiteten Teils mindestens 0,8 mm für Metall und 1,5 mm für Kunststoff betragen, obwohl es technisch möglich ist, eine Dicke von 0,5 mm zu verwenden.
Dünnere Wände erhöhen die Vibration während der Bearbeitung und verringern die Genauigkeit. Dünnere Kunststoffwände können sich auch aufgrund von Eigenspannungen verziehen oder sich aufgrund eines Temperaturanstiegs anpassen.
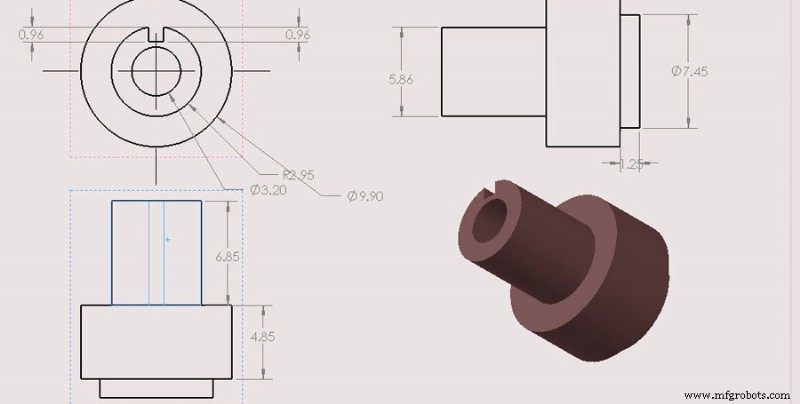
Zeichnungen:
Das Einfügen von technischen Fertigungszeichnungen in das CAD-Modell trägt dazu bei, die Einrichtungszeit zu verkürzen, indem Gewinde, spezifische Toleranzen, Oberflächenbeschaffenheit oder andere Hinweise und Anweisungen angegeben werden.
Denken Sie daran, dass die Anforderungen des letzten Teils das Design bestimmen. Diese Richtlinien veranschaulichen nur, wie Sie Zeit und Geld sparen können, wenn die Teilekonstruktion dies zulässt. Die beste Option ist die Zusammenarbeit mit einer CNC-Bearbeitungswerkstatt, um die kostengünstigsten Teile für Kleinserienaufträge zu entwickeln.
SANS Machining hat große Vorteile bei kleinvolumigen bearbeiteten Teilen. Wir bieten hauptsächlich Bearbeitungsservice für die kundenspezifische Automatisierungsindustrie und Industriehandelsunternehmen an. Wenn Sie also ein ähnliches Projekt haben, können Sie uns gerne eine Zeichnung für ein kostenloses Angebot zusenden.
Herstellungsprozess
- CNC-Programmierung für die Serienfertigung
- Arten von Oberflächenveredelungen für die CNC-Bearbeitung
- So konstruieren Sie Teile für die CNC-Bearbeitung
- So senken Sie die Kosten für die CNC-Bearbeitung
- So wählen Sie eine zuverlässige CNC-Bearbeitungswerkstatt für CNC-Teile aus
- CNC-Bearbeitung benutzerdefinierter Teile
- CNC-Bearbeitung großer Teile
- CNC-Bearbeitung für Keramik
- CNC-Drehzentren für Kleinteile
- 5 Dinge, die Sie für die Anforderung eines CNC-Bearbeitungsangebots vorbereiten sollten