


Wände und Füllung berühren sich nicht:So lösen Sie es schnell!
Wie jeder 3D-Druck-Enthusiast, der sein Geld wert ist, weiß, ist die Füllung ein sehr wichtiger und wesentlicher Aspekt der Qualität, Stärke und Druckzeit eines Objekts. Manchmal verschwenden wir viele Stunden, Strom und Filamentdruck auf ein Objekt, nur um herauszufinden, dass die Füllung nicht wirklich die Hülle (oder Wände) des Modells berührt, was die Füllungsstruktur irgendwie nutzlos macht.
In diesem Artikel werde ich Sie durch die Gründe führen, die dieses Problem verursachen können, und wie Sie es lösen können. Kurz gesagt, was sind die Ursachen, die dazu führen, dass die Füllung die Schale oder Wand eines 3D-gedruckten Objekts nicht berührt?
Wände und Füllung, die sich nicht berühren, können durch Unterextrusion verursacht werden, die ihrerseits durch niedrige Düsentemperaturen, hohe Bewegungsgeschwindigkeiten oder unsachgemäße Kalibrierung des Druckers verursacht werden kann und auch durch Anpassen der Füllung behoben werden kann Überlappungseinstellung. Es wird empfohlen, diese Einstellung in Schritten von 1 % zu erhöhen und die Ergebnisse zu testen.
| Lösung | Beschreibung | Hinweis |
| Füllüberlappung | Der Prozentsatz, um den sich die Füllung mit dem nächsten Umfang überlappt | Erhöhen Sie ihn um 2 % bis zu 14 % |
| Düsentemperatur | Niedrige Düsentemperaturen können zu Unterextrusion führen. | Stellen Sie die vom Hersteller angegebene Höchsttemperatur ein |
| Bewegungsgeschwindigkeit | Wenn es zu schnell ist, kann der Extruder möglicherweise nicht das erforderliche Filament extrudieren, was zu einer Unterextrusion führt | Bewegungsgeschwindigkeit auf 25 mm/s reduzieren |
| Feeder-Probleme | Reibung im Bowdenzug kann zu Unterextrusion führen | Reinigen Sie das gesamte Fütterungssystem und passen Sie die Zufuhrspannung an |
| Kalibrierungsprobleme | Eine falsche Kalibrierung kann dazu führen, dass der Drucker weniger Filament verbraucht als angegeben. | Extruderschritte kalibrieren oder Durchflussrate erhöhen |
Gründe, warum Wände die Füllung nicht berühren

Es gibt eine Reihe von Gründen, warum die Wände eines Drucks die Füllung nicht berühren, und um das Problem zu beheben, müssen Sie einen Ausschlussprozess durchlaufen.
Hier ist eine grundlegende Roadmap zur Diagnose des Problems. Sobald Sie sich vergewissert haben, dass es sich definitiv nicht um einen Fehler im Druckdesign handelt, müssen Sie die folgenden Schritte systematisch durchgehen.
Slicer-Einstellungen (für jedes Druckerprofil unterschiedlich)
Die offensichtlichsten Dinge, die Sie überprüfen sollten, sind Ihre Slicer-Einstellungen, da dies der einfachste und schnellste Weg wäre, das Problem zu lösen.
Sie müssen sich die Füllüberlappung ansehen Prozentsatz. Laut Cura bestimmt diese Einstellung „das Ausmaß der Überlappung zwischen der Füllung und den Wänden als Prozentsatz der Breite der Füllungslinie. Durch eine leichte Überlappung können die Wände fest mit der Füllung verbunden werden. „
Anscheinend hat Cura je nach Druckerprofil unterschiedliche Standardeinstellungen für die Überlappung von Füllungen. Bei meinem Ender 3 ist es auf 30 % eingestellt, bei einigen anderen Druckern auf 10 % oder sogar 0 %, daher können Ihre Einstellungen auch etwas abweichen.
Wenn sich Ihre Füllung überschneidet ist bereits auf 10 % eingestellt (Standard-Cura-Einstellung). Ich würde vorschlagen, jedes Mal ein paar Tests mit 2%-Schritten durchzuführen, um zu sehen, ob das Problem dadurch behoben wird. Wenn nicht, dann können Sie diesen Parameter als mögliche Ursache verwerfen.
Setzen Sie in diesem Fall den Überlappungsprozentsatz auf den Standardprozentsatz von 10 % oder den Standardprozentsatz für Ihren Drucker zurück und fahren Sie mit Ihrer Diagnose fort.
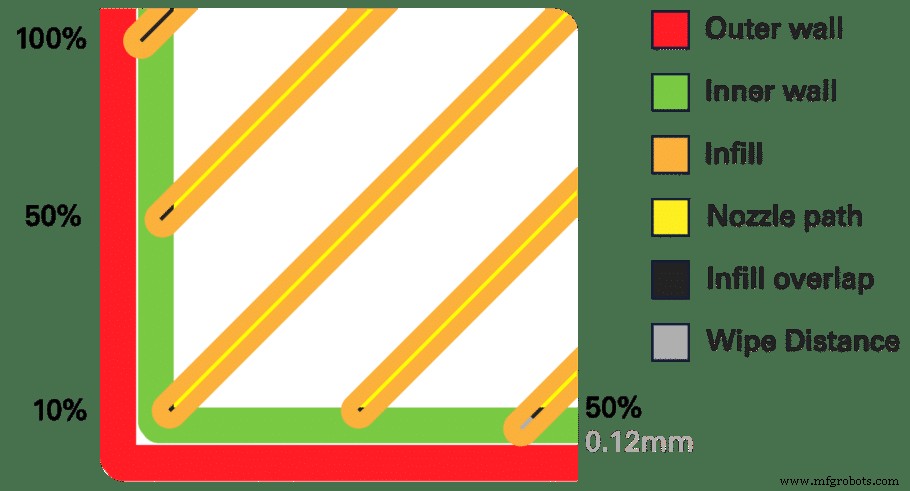
Wie Sie in der obigen Abbildung sehen können, würde eine Einstellung von 100 % Füllungsüberlappung bedeuten, dass der Düsenweg die gesamte Schichtbreite überlappen würde (0,4 mm bei Verwendung des gängigsten Düsendurchmessers).
Extrusionstemperatur
Ihr nächster Schritt wäre, Ihre Extrusionstemperatur zu überprüfen. Warum könnte dies eine mögliche Ursache sein? Einfach ausgedrückt, wenn die Extrusionstemperatur zu niedrig ist, wird das geschmolzene Filament viskoser und behindert den regelmäßigen oder gewünschten Fluss aus der Düse, da ein höherer Druck zum Extrudieren der gleichen Materialmenge erforderlich ist.
Dies könnte schließlich zu einer Unterextrusion führen, was dazu führen könnte, dass die Wände die Füllung nicht berühren.
Wenn die Extrusionstemperatur zu niedrig ist, führt dies auch zu anderen Druckkomplikationen, darunter eine schlechte Schichthaftung und ein Filament auf derselben horizontalen Ebene zwischen den Wänden und der Füllung.
Wenn andererseits die Extrusionstemperatur zu hoch ist, würde dies zu einer Reihe neuer Probleme führen. Änderungen im geschmolzenen Filament treten auf, wenn die Temperatur zu hoch ist und der geschmolzene Kunststoff zu lange in der Düse bleibt, was zu Verstopfungen führt.
Überprüfen Sie die vom Filamenthersteller angegebene empfohlene Temperatur auf der Spule, die Sie verwenden, und stellen Sie die Temperatur auf die maximal empfohlene Einstellung der Spule ein. Dies hilft, den richtigen Durchfluss aus der Düse zu bekommen.
Wenn das von Ihnen verwendete PLA beispielsweise eine Temperatureinstellung von 190–215 °C hat, sollten Sie die Temperatur auf 215 °C einstellen, die Ergebnisse überprüfen und sie dann langsam senken, um den optimalen Punkt zu finden.
Bewegungsgeschwindigkeit
Die Temperatur ist der führende Faktor für die Durchflussrate; Die Durchflussrate des geschmolzenen Filaments wird jedoch auch durch die Düsengröße, die Druckgeschwindigkeit und die Schichthöhe bestimmt. Alle diese Einstellungen zusammen definieren die Durchflussrate, die ein Maß dafür ist, wie viel geschmolzenes Filament pro Sekunde aus der Düse extrudiert wird.
Wenn Sie versuchen, mehr Material durchzupressen, als die Durchflussrate zulässt, kommt es zu einer Unterextrusion. Das Gleichgewicht zwischen Temperatur und der Geschwindigkeit des Filaments, das Ihren Drucker bis zum Extrusionspunkt passiert, sollte nicht auf die Spitze getrieben werden. Es muss immer ein gutes Gleichgewicht zwischen beidem bestehen.
Es stimmt, dass Sie mit einer höheren Temperatur schneller drucken können. Umgekehrt, während Sie eine niedrigere Temperatur verwenden; die Bewegungsgeschwindigkeit muss reduziert werden, um die optimale Extrusion zu erreichen.
Die Bewegungsgeschwindigkeit unterscheidet sich zwischen den Druckermodellen, und um dies als Ursache zu beseitigen, können Sie versuchen, die Bewegungsgeschwindigkeit auf 25 mm/s oder zumindest weniger als 50 mm/s einzustellen. Diese Bewegungsgeschwindigkeit ist niedrig genug, um den Schluss zu ziehen, dass das Problem, falls es weiterhin besteht, durch einen anderen Faktor verursacht wird.
Unterextrusion
Sie haben Recht, wir haben bereits zuvor unter Extrusion darüber gesprochen, als wir über die Düsentemperatur und die Bewegungsgeschwindigkeit gesprochen haben. Nichtsdestotrotz kann eine Unterextrusion auch durch andere Faktoren verursacht werden, die etwas kniffliger sind. Da es für die vorherigen Ursachen einfache Lösungen gegeben hätte, haben wir sie zuerst verworfen.
Wie bereits erwähnt, tritt eine Unterextrusion auf, wenn Ihr Drucker nicht in der Lage ist, die richtige Menge an Material zu produzieren, die für Ihren Druck erforderlich ist. Die offensichtlichen Anzeichen wären, wenn Sie bemerken, dass Ihr Drucker Schichten überspringt oder dünner als normale Schichten druckt, oder Schichten, die unterbrochen sind und Löcher oder Punkte enthalten.
Sobald Düsentemperatur und Bewegungsgeschwindigkeit aus dem Bild sind, ist dies wahrscheinlich eines der schwieriger zu lösenden Probleme, da viele Variablen zu berücksichtigen sind. Wir werden jeden einzelnen durchgehen, beginnend mit dem am einfachsten zu lösenden bis hin zum schwierigsten, und hoffentlich werden Sie in der Lage sein, das eigentliche Problem zu identifizieren und es dabei zu lösen.
Feeder-Probleme
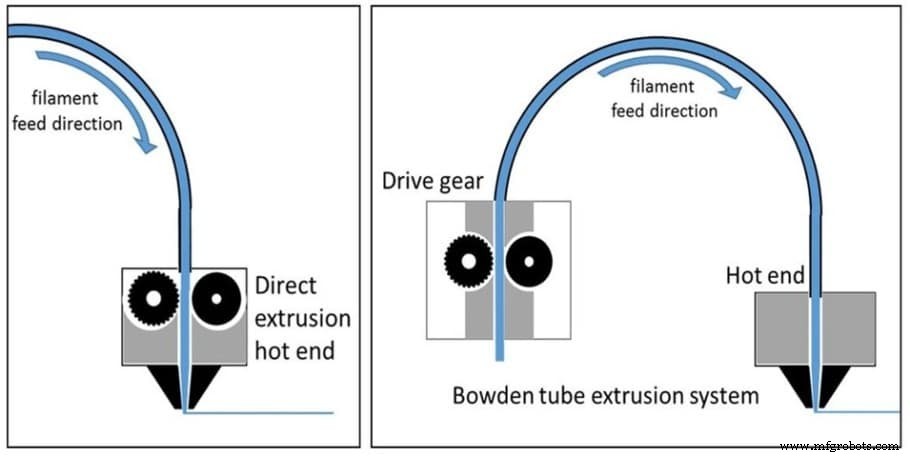
Wenn Ihr Drucker das Bowden-Rohr-Zuführsystem verwendet, besteht die große Möglichkeit, dass Ihr Problem mit der Unterextrusion damit zusammenhängt, dass Ihr Bowden-Rohr im Zufuhrprozess ins Stocken gerät, einschließlich des heißen Endes.
Dies kann entweder auf Reibung im Rohr und am heißen Ende zurückzuführen sein, die den Vorschub behindert, oder auf das Filament, das nicht genügend Griff hat, um den Vorschub mit der richtigen Geschwindigkeit auszuführen.
Um die Zufuhrspannung Ihres Druckers zu überprüfen, müssen Sie das Filament aus der Bowden-Röhre entfernen und es auf Anzeichen dafür untersuchen, dass es durch die Röhre geführt wird. Wenn das Filament immer noch so glatt ist wie das Filament auf Ihrer Spule, ist die Zuführungsspannung zu niedrig, was bedeutet, dass das Filament nicht genug Halt hat, um es durch das Zuführungssystem zu schieben.
Wie beim Abgleich für den optimalen Düsendurchfluss muss auch hier ein Abgleich hergestellt werden. Zu wenig oder zu viel Spannung im Feeder führt zu Unterextrusion. Wir haben zu wenig Spannung diskutiert; Schauen wir uns nun zu viel Spannung im Speisesystem an.
Wenn das Filament in die Bowden-Röhre eintritt, wird es zusammengedrückt und abgeflacht, was zu einer eingeschränkten Bewegung führt. Die Zuführung gräbt sich in das Filament ein, was allgemein als Schleifen bezeichnet wird, da der Prozess das Filament auffrisst. Der Zubringer wird höchstwahrscheinlich anfangen, ein tickendes Geräusch zu machen und zurückspringen, was auch ein Zeichen dafür ist, dass das heiße Ende blockiert ist.
Um dieses Problem zu beheben, müssen Sie das Filament aus der Zuführung entfernen und das gesamte Zuführungssystem reinigen und dabei die Zuführungsspannung überprüfen. Da es sich um ein Hardwareproblem handelt, kann es je nach Drucker unterschiedlich sein, aber um Ihnen eine Vorstellung davon zu geben, wie Sie das Problem angehen können, sehen Sie sich dieses Video zum Anpassen der Einzugsspannung eines Ultimaker an.
Unterextrusion durch Kalibrierung
Die Extrusionskalibrierung bestimmt, was der Slicer Ihrem Drucker zu verbrauchen befiehlt, und wird in mm über eine vorgegebene Verfahrstrecke gemessen. Wenn er richtig kalibriert ist, verbraucht Ihr Drucker wirklich genau die gleiche Menge Filament.
Wenn die Messungen nicht übereinstimmen und der Verbrauch geringer ist als vom Slicer angezeigt, ist die Kalibrierung ungültig und führt zu einer Unterextrusion. Es gibt zwei Möglichkeiten, die Fehlausrichtung der Kalibrierung zu korrigieren, wobei eine Methode einfach, aber vorübergehend ist, während die andere Methode komplizierter ist, aber eine dauerhafte Lösung darstellt.
Permanenter Fix:Extruderschritte kalibrieren
Die zu befolgenden Schritte hängen vom verwendeten Drucker ab, aber im Grunde folgt der Test einem festgelegten Muster. Ziel der Übung ist es festzustellen, ob Ihre Slicer-Anweisung korrekt ausgeführt wird.
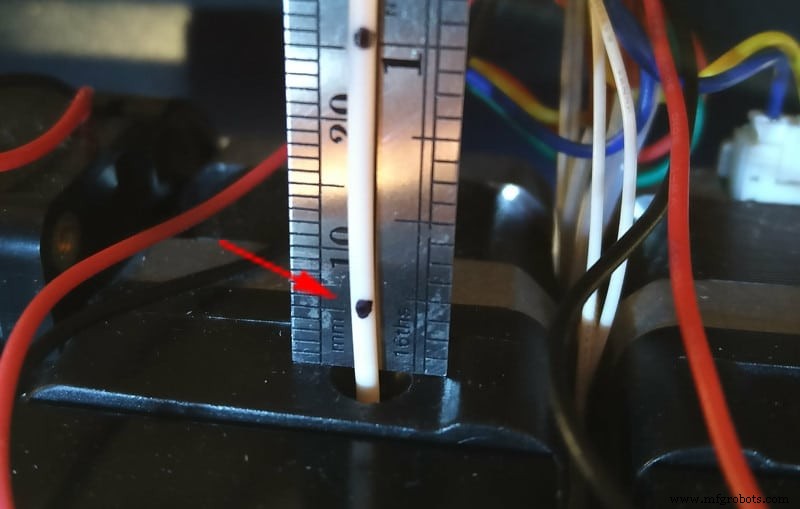
Beginnen Sie mit der Verwendung eines Messschiebers, digital oder manuell, macht keinen Unterschied, solange Sie wissen, wie man ihn benutzt, und Ihre Messungen genau sind. Halten Sie einen Permanentmarker oder Filzstift bereit, damit Sie Markierungen auf Ihrem Filament machen können, die sich nicht abwischen lassen. Sie messen jetzt genau 100 mm oder 10 cm vom Anfang Ihres Extruders und wiederholen die Messungen noch zweimal, sodass Sie drei Markierungen bei 100 mm, 200 mm und 300 mm haben.
Erhitzen Sie das heiße Ende auf etwa 5 Grad über dem hohen Bereich des Filaments, um sicherzustellen, dass der Fluss gleichmäßig ist. Weisen Sie nun Ihren Drucker an, 100 mm (10 cm) Material zu extrudieren, und sehen Sie nach, ob die Markierung, die Sie gemacht haben, genau am Anfang Ihrer ersten Messung am Eingang des Extruders ausgerichtet ist.
Wenn die Markierung, die Sie gemacht haben, in den Extruder gelangt, ist Ihre Kalibrierung abgelaufen und Ihr Drucker extrudiert mehr als angewiesen. Dies ist eine Überextrusion, und das zusätzlich extrudierte Material wird gegen die kostbare Schicht gedrückt und tropft an den Seiten der Außenhülle Ihres Drucks herunter. Sie werden die schlechte Qualität eines Ausdrucks bemerkt haben, den Sie möglicherweise vor Ihrem Test gedruckt haben. Um die Kalibrierung zu korrigieren, müssen Sie zunächst den falschen Wert ermitteln, damit Sie die erforderlichen Anpassungen an Ihrer Druckerkonsole vornehmen können.
Wenn sich die Linie dagegen außerhalb befindet und nicht mit dem Eingang übereinstimmt, haben Sie es mit einer Unterextrusion zu tun, und dies könnte sehr wohl die Ursache dafür sein, dass die Hülle Ihres Objekts die Füllung nicht berührt.
Um dies zu lösen, können Sie die Extrusionsschritte kalibrieren. Sie sollten sich darüber im Klaren sein, dass dieser Prozess nicht einfach ist, daher empfehle ich eher, die Flussrate zu erhöhen, um dieses Problem zu lösen.
Einfache Lösung:Ändern der Durchflussrate
Ein Parameter, der neben den Extruderschritten ebenfalls überprüft werden muss, ist die Durchflussrate, da Sie damit den Filamentfluss zum Extruder direkt steuern können. Es ist wichtig, die unterschiedliche Dichte der verwendeten Filamente zu berücksichtigen.
Die Durchflussrate wird durch den Durchmesser des verwendeten Filaments und den Durchmesser der Extrusion relativ zum Extrudermotor beeinflusst. Der Test misst ziemlich genau die Menge an Filament, die in den Extruder eingeführt wird.
Sie benötigen einen Messschieber und ein Mikrometer, um die Variablen genau zu messen, damit die Durchflussrate anhand dieser Werte berechnet werden kann. Bevor Sie mit dem Test beginnen, müssen Sie sich vergewissern, dass die Düse Ihres Druckers in einem guten Funktionszustand ist und innen und außen keine Rückstände aufweist.
Überprüfen Sie auch die Extrusionstemperatur des spezifischen Filaments, das Sie verwenden, und stellen Sie sicher, dass es den Empfehlungen des Herstellers entspricht. Stellen Sie abschließend sicher, dass die Basis nivelliert und kalibriert ist, um Maßabweichungen entlang der Z-Achse zu vermeiden, und lesen Sie die Testanweisungen sorgfältig durch, bevor Sie fortfahren.
Wie bereits erwähnt, nehmen Sie einen Sharpie und machen Sie alle 100 mm Markierungen auf Ihrem Filament. Sagen Sie Ihrem Drucker, dass er 100 mm extrudieren soll, und vergleichen Sie es mit den Markierungen. Wenn der Drucker weniger als 100 mm verbraucht hat, können Sie sicher sein, dass er zu wenig extrudiert.
Um dies zu beheben, stellen Sie Ihre Durchflussrate auf 102 % ein und führen Sie den Test erneut durch. Wenn es immer noch zu wenig extrudiert, erhöhen Sie den Prozentsatz weiter. Wenn Sie andererseits die nächste Markierung nicht sehen können, bedeutet dies, dass sie um mehr als 10 cm herausgedrückt wurde, was bedeutet, dass eine Verringerung der Durchflussrate erforderlich ist. Sie sollten diesen Vorgang wiederholen, bis Ihr Drucker genau 10 cm Filament verbraucht, wenn Sie ihn dazu auffordern.
Schlussfolgerung
Ich hoffe, dass Sie das Problem, das Sie hierher geführt hat, inzwischen lösen konnten. Mit etwas Glück konnten Sie die Füllungsüberlappung ändern und diesen Artikel verlassen. Wenn Sie es andererseits bis zum Ende der Durchflussrate geschafft haben, hoffe ich, dass Sie diese Informationen nützlich fanden. Wenn ja, kennen Sie sich mit der Fehlerbehebung und Lösung von Druckerproblemen definitiv sehr gut aus.
Sehen Sie sich unseren Bereich mit empfohlenen Produkten an

Wir haben einen Abschnitt mit empfohlenen Produkten erstellt, der es Ihnen ermöglicht, das Rätselraten zu beseitigen und den Zeitaufwand für die Suche nach Druckern, Filamenten oder Upgrades zu reduzieren, da wir wissen, dass dies eine sehr entmutigende Aufgabe sein kann und im Allgemeinen zu viel Verwirrung führt .
Wir haben nur eine Handvoll 3D-Drucker ausgewählt, die unserer Meinung nach sowohl für Anfänger als auch für Fortgeschrittene und sogar Experten geeignet sind, um die Entscheidung zu erleichtern, und die Filamente sowie die aufgeführten Upgrades wurden alle von uns getestet und sorgfältig ausgewählt , damit Sie wissen, dass die von Ihnen gewählte Methode wie beabsichtigt funktioniert.
3d Drucken
- Wie die Digitalisierung die AM-Nachbearbeitung und das QA-Management transformieren kann
- Wie 3D-Druck die Lebensmittel- und Getränkeindustrie verändert
- Wie 3D-gedruckte Werkzeuge und Vorrichtungen die Fertigung revolutionieren
- Wie löst man ein Problem wie… gültige und verletzte Patente?
- Sieben Last-Mile-Lieferherausforderungen und wie man sie löst
- So stellen Sie sicher, dass Frachtrechnungen korrekt sind und schnell bezahlt werden
- Wie kann man schnell zwischen Up-Cut-Bit und Down-Cut-Bit unterscheiden?
- Grat beim Spritzgießen:Die 9 häufigsten Ursachen und wie man sie löst
- Erkennen und Lösen von Produktionsproblemen mit Data Analytics
- 5 Probleme im Lagerbetrieb (und wie man sie löst)