


Was ist ein Tiefziehprozess?
Heute lernen wir etwas über den Tiefziehprozess. Das Tiefziehen ist ein Umformverfahren von Blech . Metallbleche werden aufgrund ihrer einfachen Handhabung, ihres geringen Gewichts und ihrer Fähigkeit, in verschiedene Formen umgewandelt zu werden, weitgehend in der Fertigungsindustrie verwendet. Blech bietet auch eine gute Festigkeit. Es gibt verschiedene Vorteile von Blechprodukten, die es zu einem vielseitigen Vorgang machen.

Viele Fertigungsindustrien wie Automobil Industrien, Flugzeugindustrie, Marineindustrie usw. sind weitgehend mit der Blechbearbeitung verbunden. Es gibt viele Produkte, die wir täglich verwenden, wie Metalltüren, Metalltische, Metalldosen, Dachbleche usw. sind Blechprodukte.
Tiefziehprozess:
Das Tiefziehen ist ein Prozess, bei dem Metallblech in eine zylindrische oder kastenförmige Struktur umgewandelt wird, mit oder ohne Änderung seiner Länge und Dicke. Viele zylindrische Teile wie Metalldosen, Töpfe, Behälter für Lebensmittel und Getränke, Küchenspülen, Autotanks usw. sind Tiefziehprodukte.
Arbeitsprozess:
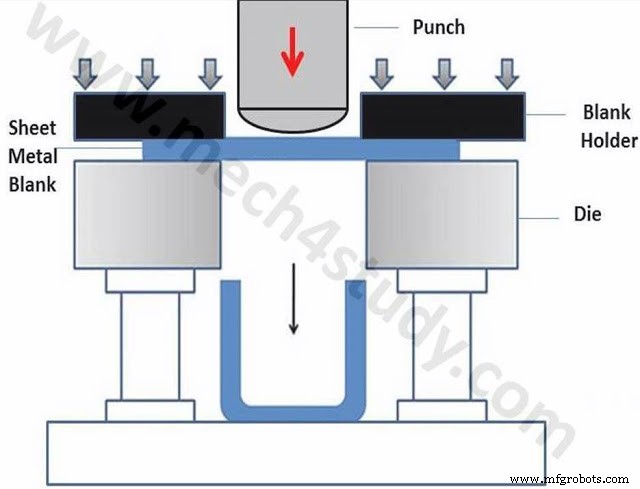
Die Platine wird mit Hilfe von Platinenhaltern über eine offene Rundmatrize gelegt. Der Rohlingshalter stellt eine notwendige Kraft bereit, um den Rohling zu halten. Der Stempel, der mit einer mechanischen oder hydraulischen Presse verbunden ist, bewegt sich nach unten und sorgt für die erforderliche Ziehkraft am Rohling. Diese Kraft neigt dazu, das Metallblech zu verformen und drückt es in den Formhohlraum und wandelt es in eine becherförmige Struktur um. Wenn diese Kraft hoch ist, verursacht sie eine Verlängerung der Schalenwand zu dünn und wenn sie zu groß ist, verursacht sie ein Reißen der Folie. Die Stanzkraft sollte also in einem gewissen Rahmen bleiben, um ein Reißen im Betrieb zu vermeiden.
Hier dreht sich alles um den Tiefziehprozess. Wenn Sie Fragen zu diesem Artikel haben, stellen Sie diese per Kommentar. Wenn Ihnen dieser Artikel gefällt, vergessen Sie nicht, ihn mit Ihren Freunden zu teilen. Abonnieren Sie unsere Website für weitere informative Artikel. Danke fürs Lesen.
Elektronenstrahlschweißen:Prinzip, Arbeitsweise, Ausrüstung, Anwendung, Vor- und Nachteile
Unterschiedlicher Blechbiegeprozess
Herstellungsprozess
- Was ist Schmieden? - Definition, Prozess und Arten
- Was ist Galvanisierung? - Definition, Methoden, Prozess
- Was ist Wärmebehandlung? - Verfahren und Methoden
- Was ist Blech? - Definition, Typen und Verwendungen
- Was ist Metallguss? - Definition, Typen und Prozess
- Welche Art der Blechbearbeitung ist die richtige für mich?
- Was ist Blechstanzen?
- Was ist eine Gießerei?
- Was ist die Blechbiegemaschine?
- Was ist das Richten von Blech?