


So reduzieren Sie Grate beim Fräsen von Aluminium in Bearbeitungszentren
Was soll ich tun, wenn das Bearbeitungszentrum zu viele Grate auf einer Aluminiumlegierung fräst? Wenn Aluminiumlegierungen verarbeitet werden, sollten Grate ein Problem sein, auf das jeder gestoßen ist. Es verringert nicht nur die Bearbeitungsgenauigkeit des Werkstücks, erhöht die Bearbeitungskosten, sondern beeinflusst auch die Leistung des Werkstücks. Normalerweise ist ein Entgraten erforderlich, was nicht nur mühsam ist, sondern auch das Werkstück beschädigen kann. Gibt es also einen besseren Weg, um die Entstehung von Graten während der Bearbeitung zu reduzieren oder zu reduzieren? Heute werde ich mit Ihnen einige Erfahrungen in der Gratkontrolle teilen.
Was ist Graten?
Grate sind die Borsten, die sich um die bearbeiteten Teile am Teil bilden und durch hervorstehende Formflächen gekennzeichnet sind. Die Grate entstehen in der Regel an der Schneidkante des bearbeiteten Materials aufgrund der plastischen Verformung des Materials.
Es ist besonders häufig bei Materialien mit guter Duktilität wie Aluminiumlegierungen (oder Materialien mit guter Zähigkeit wie Edelstahl).
Seine Form und Größe hängen hauptsächlich von mehreren Faktoren ab, wie z. B. dem Material des Werkstücks und seiner Endstützsteifigkeit, der Werkzeuggeometrie, der Werkzeugschneidbahn, dem Werkzeugverschleiß, den Schneidparametern und der Verwendung von Kühlmittel.
Warum Entgraten ?
Das Vorhandensein von Graten führt dazu, dass die Verarbeitung, Messung oder Installation an Genauigkeit verliert, und beeinträchtigt die Maßgenauigkeit sowie die Form- und Positionsgenauigkeit des Werkstücks.
Das Aufhärten und Ablösen von Graten ist die Quelle von Rissen und verringert die Lebensdauer des Werkstücks.
Dies kann zu Verletzungen des Produktionsbedieners oder des Benutzers der Maschine führen.
Das Vorhandensein oder Ablösen von Graten kann elektrische Kurzschlüsse verursachen. Wenn sie in das Gleitteil fallen, beschleunigen sie den Verschleiß und verursachen Unfälle.

Einige Erfahrung in der Kontrolle von Graten
Auswahl Verarbeitung S Reihenfolge
Beim Anordnen der Bearbeitungsreihenfolge sollte der Prozess, der Grate erzeugt, zuerst angeordnet werden, und die Prozesse, die keine Grate (oder weniger Grate und weniger in der Anzahl) erzeugen, sollten später angeordnet werden, oder es sollten einige nachfolgende Prozesse rationell verwendet werden, um den vorherigen Prozess zu entfernen Panne. Wenn Sie beispielsweise gestufte Rillen bearbeiten, können Sie zuerst die tiefen Rillen und dann die flachen Rillen bearbeiten, um die Grate an den Rillenkanten zu entfernen, die während der tiefen Rillenbearbeitung entstehen, und die Bearbeitungsqualität effektiv verbessern.
Die Wahl der Verarbeitungsmethode
Versuchen Sie bei der Gestaltung des Prozesses, eine Verarbeitungsmethode zu wählen, die weniger Grate erzeugt oder der Gratentfernung förderlich ist.
Zum Beispiel sollte die Schneidkante während des Schneidens an einer Position platziert werden, wo der Kantenwinkel θ (der Schnittwinkel der zwei benachbarten Bearbeitungsflächen) des Teils größer ist und die tragende Steifigkeit seines Endes besser ist, was effektiv sein kann Gratbildung reduzieren oder sogar ganz eliminieren.
Lassen Sie mich Ihnen zwei weitere Beispiele geben:
Beim Fräsprozess ist die eingeschnittene Schicht beim Abwärtsfräsen dick und die ausgeschnittene Schicht dünn, das Schneiden ist stabil und der erzeugte Grat ist klein, und die eingeschnittene Schicht ist dünn und die ausgeschnittene Schicht beim Aufwärts-Abwärts-Fräsen dick ist und der erzeugte Grat groß ist. Um Fräsgrate zu reduzieren, sollte so weit wie möglich Gleichlauffräsen verwendet werden.
Wenn beim Fräsen der Ebene der Schaftfräser zum Bearbeiten der Teilebene verwendet wird, ist die durch das Schneiden senkrecht zur Bearbeitungsebene erzeugte Schnittkraft groß, sodass auch die erzeugten Grate größer sind und die Verwendung eines zylindrischen Stirnfräsers zum Abwärtsfräsen möglich ist reduzieren effektiv die Entstehung von Graten.
Auch wenn die Entstehung von Graten während der Bearbeitung nicht vollständig unterdrückt werden kann, sollte außerdem die Schneidkante an einer Position platziert werden, an der Grate leicht entfernt werden können, um die Kosten für die anschließende Entfernung von Graten zu reduzieren.
Die Wahl von T Werkzeuge
Die Metallbearbeitung erfolgt durch Abschneiden des Bearbeitungsteils des Werkstücks durch das Werkzeug, das durch elastische Verformung-plastische Verformung gequetscht wird. Das Aluminiumlegierungsmaterial selbst hat eine bessere Zähigkeit und Dehnung, und es ist nicht leicht, Späne zu brechen, daher muss die Schneidkante des Werkzeugs scharf sein.
Scharfe HSS-Fräser, Hartmetall-Fräser (Aluminium-Fräser) und PKD-Fräser sind alle erhältlich. Der Zweck besteht darin, die Zeit der elastischen Verformung und der plastischen Verformung des Werkstücks selbst zu verkürzen und zu vermeiden, dass Grate die Bearbeitungsteile der Teile zerreißen.
Gleichzeitig hat aber auch der Werkzeugverschleiß einen großen Einfluss auf die Gratbildung. Wenn es sich um eine kontinuierliche Massenproduktion handelt, muss auch die Verschleißfestigkeit des Werkzeugs berücksichtigt werden, um das Werkzeug länger scharf zu halten. Zu diesem Zeitpunkt wird empfohlen, ein PCD-Tool zu verwenden. Bei der Bearbeitung können auch spezielle Verbundwerkzeuge (Schlichtfräser, Verbundbohrer etc.) eingesetzt werden. Der vom vorherigen Werkzeug erzeugte Grat kann vom nächsten Werkzeug entfernt werden, wodurch die Gratbildung kontrolliert und gleichzeitig die Bearbeitungsqualität verbessert werden kann.
Passen Sie die Schnittparameter an
Zum Beispiel:Erhöhen Sie den Spanwinkel des Werkzeugs, reduzieren Sie die Schnittstärke, passen Sie die Schnittgeschwindigkeit an usw., die entsprechend der tatsächlichen Situation angepasst werden können.
Optimierung des Messerpfads
Der Werkzeugaustritt ist der Hauptfaktor für die Gratbildung in Schnittrichtung. Unter normalen Umständen ist der Grat, den der Fräser beim Herausschrauben aus dem Werkstück erzeugt, relativ groß und der Grat beim Einschrauben in das Werkstück relativ klein. Daher sollte der Fräser während des Bearbeitungsprozesses so weit wie möglich vermieden werden.
Ein weiteres klassisches Beispiel:
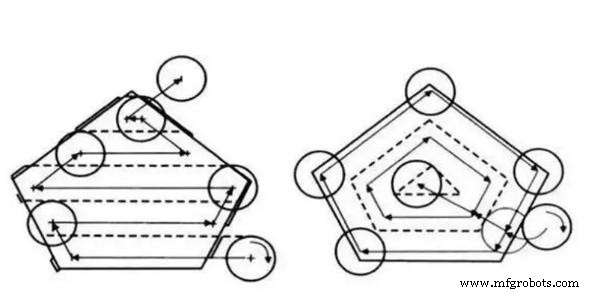
Das Bild links zeigt den traditionellen Zickzackpfad. Der schattierte Teil im Bild zeigt den Teil an, der größere Grate in Schnittrichtung erzeugen kann. Das Bild rechts verwendet einen verbesserten Messerweg, der die Erzeugung von Schnittgraten vermeiden kann. Obwohl der rechte Pfad etwas länger als der linke Pfad ist, dauert das Fräsen etwas länger, aber da es keinen zusätzlichen Entgratprozess gibt, ist der rechts gezeigte Pfad in Kombination besser in Bezug auf die Kontrolle von Graten. Folgen Sie der links gezeigten Route (alle Kanten, an denen sich der Grat befindet, müssen beim Entgraten fertiggestellt werden).
Auswahl der Schneidflüssigkeit
Verwenden Sie Schneidflüssigkeit mit guter Antihaftleistung, um den Werkzeugverschleiß zu reduzieren, die Lebensdauer zu verlängern, den Fräsprozess zu schmieren und die Gratgröße zu reduzieren.
A andere Methoden
Mehrteilige Überlappung Bearbeitung
Damit die Schneidkante eines Teils nahe an der Schneidkante eines anderen Teils liegt. Dies verkürzt nicht nur den Schnitthub, verbessert die Produktionseffizienz, sondern verbessert auch die Steifigkeit der Teile während der Bearbeitung, reduziert die Schnittverformung und kann die Bildung von Graten wirksam verhindern und reduzieren.
Anlage Bearbeitung
Einsatz verschiedener Anbauteile zur Hilfsabstützung und Füllung am Rand der Teilebearbeitung. Wenn Sie beispielsweise kleine Löcher in dünnwandigen Rohrfittings bearbeiten, führen Sie einen Dorn in das Teil ein und nehmen Sie ihn nach dem Bohren heraus, wodurch eine Verformung des Teils vermieden und die Bildung von Graten im Loch verringert werden kann.
Herstellungsprozess
- So senken Sie die Kosten bei CNC-Bearbeitungsprojekten
- Aluminiumbearbeitung:So bearbeiten Sie Aluminiumlegierungen effektiv
- So senken Sie die CNC-Bearbeitungskosten
- Wie können die CNC-Bearbeitungskosten gesenkt werden? – Leitfaden für Anfänger
- Rattern beim CNC-Fräsen reduzieren – Tipps zur Minimierung von Bearbeitungsvibrationen | CNC-DREHEN
- Wie können die Kosten für CNC-Bearbeitungsteile gesenkt werden?
- So reduzieren Sie Rattern und Vibrationen in der CNC-Bearbeitung
- Hochgeschwindigkeitsbearbeitung für Aluminium-Frästeile
- Was ist Werkzeugdurchbiegung bei der CNC-Bearbeitung und wie kann man sie reduzieren?
- Wie wähle ich eine Bearbeitungsmühle aus?