


Programm Sinumerik Mill – Absolute Dimensionsbefehle G90 AC
G90 Absolutmaße oder Absolutprogrammierung ist ein modaler G-Code. Siemens Sinumerik bietet einen AC-Befehl (nicht modale Absolutmaße) für den Zugriff auf die absolute Position der einzelnen Achse.
Lesen Sie den vollständigen Artikel Sinumerik Absolute Dimensions G90 Modal and AC Non-modal Command.
Absolute Dimensionen (Absolute Programmierung)
Bei Absolutmaßangabe oder Absolutprogrammierung beziehen sich die programmierten Positionen immer auf den Nullpunkt des aktuell gültigen Koordinatensystems (Werkstück-Nullpunkt).
Das folgende CNC-Programmbeispiel zeigt die Verwendung der folgenden Siemens Sinumerik-Befehle,
- G90 Befehl für modale absolute Bemaßungen
- AC Nichtmodaler Befehl für absolute Bemaßungen
Beispiel für ein Programm mit absoluten Dimensionen
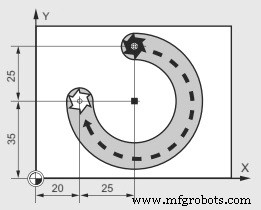
Sinumerik Mill Programm
N10 G90 G0 X45 Y60 Z2 T1 S2000 M3 ; Modal Absolute dimensions active N20 G1 Z-5 F500 ; circular interpolation, circle center point in absolute dimensions. N30 G2 X20 Y35 I=AC(45) J=AC(35) N40 G0 Z2 N50 M30
Als nichtmodale Absolutmaße (AC) sind für Spindelpositionierung (SPOS, SPOSA) und Interpolationsparameter (I, J, K) möglich.
Dieses Programm verwendet also den nichtmodalen Absolutmaßbefehl AC, um auf den Kreismittelpunkt zuzugreifen Abmessungen.
CNC-Maschine
- CNC-Fräsprogrammierung absolut inkrementell G90 G91 Beispielcode
- G-Code-Beispielmühle – Beispiel-G-Code-Programm für Anfänger
- Sinumerik L93 Einstechzyklus-Programmbeispiel
- Sinumerik Absolute Dimensions G90 Modal und AC Non-modal Command
- Hust CNC Mill G90 Absolute Koordinaten G91 Inkrementelle Koordinaten Beispiel
- Beispielprogramm Sinumerik CYCLE82 Drilling Counterboring Cycle
- Sinumerik 810 CNC Fräsradius/Fasenprogramm Beispiel
- Sinumerik 810 Programmierbeispiel CNC-Fräse
- Programmierbeispiel Siemens Sinumerik Milling
- CNC-Fräsprogrammierübung mit G90 Absolute Programmierung G91 Inkrementelle Programmierung