


Sinumerik L93 Einstechzyklus-Programmbeispiel
Beispielcode für die CNC-Programmierung, der zeigt, wie der Sinumerik L93-Einstechzyklus programmiert wird.
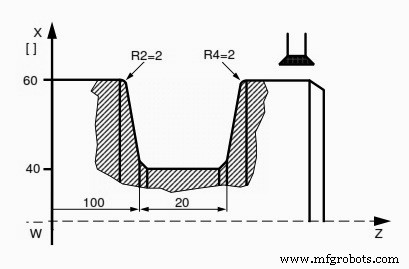
Einstechzyklus Sinumerik L93
Der Sinumerik-Stechzyklus L93 ermöglicht die Bearbeitung von Nuten oder Aussparungen.
Der Sinumerik-Stechzyklus L93 ermöglicht die Bearbeitung von
- Längsrillen.
- Rillen im Gesicht.
- Außenrillen.
- Innenrillen.
Sinumerik L93 Einstechzyklus-Programmbeispiel
Programmbeispiel Sinumerik L93 Einstechzyklus
%1 N05 G95 G0 X65 Z105 D03 T03 S500 M04 N10 G01 F0.2 N15 R10=0 R21=60 R22=100 R23=-1 N20 R24=1 R25=1 R26=5 R27=20 N25 R28=0 R29=10 R30=-2 R31=40 N30 R32=2 R33=-2 R34=2 R35=15 N35 L93 P1 N40 G0 X100 Z200 N45 M30
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Haas G71-Beispielprogramm
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- CNC G81 Bohrzyklus-Programmbeispiel
- Fanuc G94 Facing Cycle CNC-Beispielprogramm
- Fanuc G72 Facing Canned Cycle Beispielprogramm
- Beispielprogramm Beispiel Fanuc G72 Plandrehzyklus Einzeiliges Format
- Programmbeispiel L930 Kreistasche fräsen Sinumerik 840C