


Beispielprogramm Sinumerik CYCLE82 Drilling Counterboring Cycle
Ein CNC-Programmierbeispiel zur Veranschaulichung der Verwendung und Funktionalität des Siemens Sinumerik 840D CYCLE82 Drilling Counterboring Cycle.
Sinumerik CYCLE82 Drilling Counterboring Cycle funktioniert auf Siemens Sinumerik CNC-Steuerungen wie,
- Sinumerik 840D
- Sinumerik 810D
- Sinumerik 808D
und ähnliche Sinumerik-CNC-Steuerungen.
Sinumerik CYCLE82 Drilling Counterboring Cycle Overview
Für ein vollständiges Verständnis des Sinumerik CYCLE82-Zyklus lesen Sie Sinumerik CYCLE82 Drilling Counterboring Cycle – CNC Mill Programming.
Sinumerik CYCLE82 Format
CYCLE82 (RTP, RFP, SDIS, DP, DPR, DTB)
RTP Rückzugsebene (absolut)
RFP Referenzebene (absolut)
SDIS Sicherheitsabstand (Eingabe ohne Vorzeichen)
DP Endbohrtiefe (absolut)
DPR Endbohrtiefe relativ zur Referenz Ebene (Eingabe ohne Vorzeichen)
DTB Verweilzeit auf Endtiefe (Spänebrechen)
Sinumerik CYCLE82 Bohren Senken Zyklus CNC-Programmbeispielcode
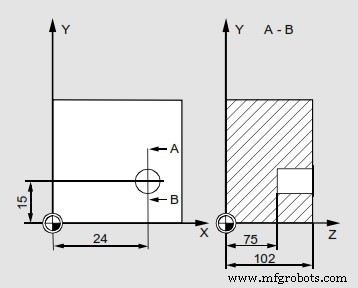
Sinumerik CYCLE82 Beispielprogramm Bohren Senken Zyklus
N10 G00 G90 F200 S300 M03 N20 D1 T3 Z110 N21 M6 N30 X24 Y15 N40 CYCLE82(110, 102, 4, 75, , 2) N50 M30
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- Haas G71-Beispielprogramm
- G81 Bohrzyklus G83 Tiefenbohren mit G98 G99 Beispielprogramm
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- CNC G81 Bohrzyklus-Programmbeispiel
- Fanuc G94 Facing Cycle CNC-Beispielprogramm
- Fanuc G72 Facing Canned Cycle Beispielprogramm
- Wiederholen Sie das Bohren mit dem Bohrzyklus G81 und dem Beispielprogramm G91
- CNC-Beispielprogramm für G84-Gewindebohrzyklus
- Beispiel für einen G83-Peck-Bohrzyklus