


Bohrgitterplatte mit G81-Bohrzyklus – CNC-Beispielprogramm
CNC-Maschinenwerkstätten befassen sich mit einer Vielzahl von Bauteilen, natürlich programmieren und bearbeiten CNC-Maschinisten diese.
Aber ein CNC-Maschinist sollte auch neue und wirtschaftliche Möglichkeiten zur Bearbeitung eines Bauteils verstehen und üben.
Das folgende CNC-Programmierbeispiel kann auf verschiedene Arten programmiert werden. Die Methode der CNC-Programmierung, die in diesem CNC-Programmbeispiel verwendet wird, verwendet den G81-Bohrzyklus mit dem G91-Inkrementalprogrammiermodus, was die Programmierung vereinfacht.
Die Fanuc-CNC-Steuerung verwendet K mit dem G81-Bohrzyklus, um den Bohrzyklus zu wiederholen.
Haas-CNC-Steuerungen verwenden L, um den G81-Bohrzyklus zu wiederholen.
Das folgende CNC-Programm wurde für Haas-CNC-Maschinen geschrieben, kann aber leicht für Fanuc-CNC-Steuerungen konvertiert werden.
Sie können ein anderes CNC-Programmierbeispiel lesen, das die gleiche Technik für Fanuc-CNC-Steuerungen zeigt
- G81-Bohrzyklus – Beispielcode für wiederholtes Bohren im G91-Inkrementalmodus
- Wiederholungsbohren mit G81-Bohrzyklus und G91-Beispielprogramm
CNC-Programm zum Bohren von Gitterplatten
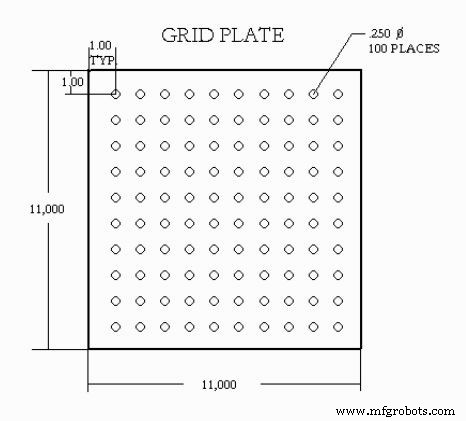
Bohrgitterplatte mit Bohrzyklus G81
03400 (Drilling grid plate) T1 M06 G00 G90 G54 X1.0 Y-1.0 S2500 M03 G43 H01 Z.1 M08 G81 Z-1.5 F15. R.1 G91 X1.0 L9 G90 Y-2.0 (Or stay in G91 and repeat Y-1.0) G91 X-1.0 L9 G90 Y-3.0 G91 X1.0 L9 G90 Y-4.0 G91 X-1.0 L9 G90 Y-5.0 G91 X1.0 L9 G90 Y-6.0 G91 X-1.0 L9 G90 Y-7.0 G91 X1.0 L9 G90 Y-8.0 G91 X-1.0 L9 G90 Y-9.0 G91 X1.0 L9 G90 Y-10.0 G91 X-1.0 L9 G00 G90 G80 Z1.0 M09 G28 G91 Y0 Z0 M30
Im obigen CNC-Programm wird G90 Absoluter Programmiermodus verwendet, während eine neue Reihe zum Bohren begonnen wird. Obwohl G91 inkrementelle Programmierung verwendet werden kann, macht die Verwendung von G90 dieses Programm einfach zu lesen, zu verstehen und zu debuggen (falls etwas schief geht).
CNC-Maschine
- Einfaches CNC-Drehbankbohren mit Fanuc G74 Peck Drilling Cycle
- Planeinstechen mit dem G74-Peck-Bohrzyklus CNC-Programmiertutorial
- G81-Bohrzyklus – Wiederholungsbohren im G91-Inkrementalmodus-Beispielcode
- G81 Bohrzyklus G83 Tiefenbohren mit G98 G99 Beispielprogramm
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- CNC G81 Bohrzyklus-Programmbeispiel
- Beispielprogramm für CNC-Fräsen
- Schlitzfräsen eines Beispiel-CNC-Programmbeispiels
- G83-Peck-Bohrzyklus mit G70-Lochkreis-Beispielprogramm
- ECS G81/3 – Bohrzyklus mit 3 Schichten