


Programmbeispiel für Mitsubishi CNC G07.1 Zylindrische Interpolation
Einreichen durch:Maschinist
Zeichnung/Bild
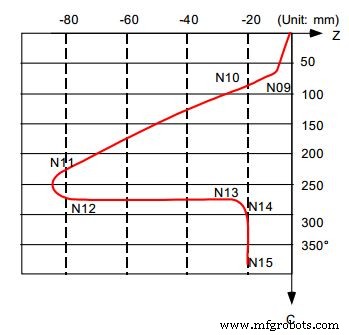
CNC-Programm
N01 G28 XZC; N02 T0202; N03 G97 S100 M23; N04 G00 X50. Z0.; N05 G94 G01 X40. F100.; N06 G19 C0 Z0; N07 G07.1 C20.; N08 G41; N09 G01 Z-10. C80. F150; N10 Z-25. C90.; N11 Z-80. C225; N12 G03 Z-75. C270. R55.; N13 G01 Z-25; N14 G02 Z-20. C280. R80.; N15 G01 C360. N16 G40; N17 G07.1 C0; N18 G01 X50.; N19 G0 X100. Z100.; N20 M25; N21 M30;
Beispiel für ein zylindrisches Mapping-Programm von Haas Mill G107
Beispiel für Fanuc G07.1 Zylindrisches Interpolationsprogramm
CNC-Maschine
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- Fanuc CNC-Programmbeispiel
- CNC-Drehbank-Programmierbeispiel
- CNC-Programmierbeispiel im einfachen Zoll-CNC-Drehmaschinenprogramm
- CNC-Programmbeispiel G03 Kreisinterpolation
- CNC G81 Bohrzyklus-Programmbeispiel
- CNC-Fräsen Kreisinterpolation G02 G03 G-Code-Programmbeispiel
- G01 Fase und Eckenverrundung in einem CNC-Programmbeispiel
- Schlitzfräsen eines Beispiel-CNC-Programmbeispiels
- CNC-Beispielprogramm für G84-Gewindebohrzyklus