


Osai GTL-Programmierbeispiel
Osai GTL Programmierbeispiel für CNC-Maschinisten, die an CNC-Maschinen mit CNC-Steuerungen der Serie 10 von Osai arbeiten.
Osai GTL Programmierbeispiel
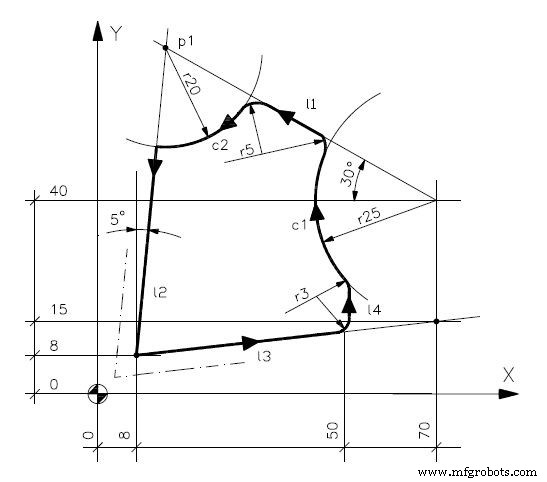
N1 (DIS,"EXAMPLE GTL") N2 l1=X70Y40,a150 N3 l2=X8Y8,a-95 N4 p1=l1,l2 N5 l3=X8Y8,X70Y15 N6 l4=X50Y,a90 N7 c1=I70J40 r-25 N8 c2=p1,r-20 N9 F250 S800 T1.1 M6M3 N10 GXY N11 Z-10 N12 G21G42l2 N13 l3 N14 r3 N15 l4 N16 r3 N17 c1 N18 r5 N19 l1 N20 r5 N21 c2s2 N22 l2 N24 G20 G40 l3 N25 GZ2 N23 XY M30
CNC-Maschine
- Drehmaschinen-CNC-Programmierbeispiel
- CNC-Programmierung für Anfänger ein CNC-Programmierbeispiel
- CNC-Drehbank-Programmierbeispiel
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- G76-Gewindezyklus ein CNC-Programmierbeispiel
- CNC-Bearbeitungszentrum-Programmierbeispiel
- CNC-Bogenprogrammierung G02 G03 Beispiel
- Sinumerik 810 Programmierbeispiel CNC-Fräse
- CNC-Programmierbeispiel für ein vertikales Bearbeitungszentrum
- Programmierbeispiel für Drahterodieren