


Fanuc G82 Bohrzyklus
G82-Bohrzyklus wird auch G82-Senkbohrzyklus genannt.
G82 ist ein normaler Bohrzyklus, der einzige Unterschied besteht darin, dass er für eine bestimmte Zeit am Boden des Lochs verweilt und normalerweise für genaues Tiefenbohren verwendet wird.
Syntax
G82 X... Y... Z... R... P... F... K...
| Parameter | Beschreibung |
|---|---|
| X | Lochposition in x-Achse. |
| J | Lochposition in Y-Achse. |
| Z | Tiefe, Werkzeug bewegt sich mit Vorschub auf Z-Tiefe ausgehend von der R-Ebene. |
| R | Position der R-Ebene. |
| P | Halte dich am Boden des Lochs auf. |
| K | Anzahl der Zykluswiederholungen (falls erforderlich) . |
| F | Vorschub. |
Verwendung
N30 G82 X10 Y30 Z-17 R2 P1000 F75 N40 Y10 N50 X30 N60 Y30 N70 G80
Sobald der G82-Bohrzyklus mit seinen Parametern in einem Programmsatz angegeben ist, wird das Bohren bei jeder Achsbewegung fortgesetzt, bis der Zyklus mit G80 beendet wird
Arbeiten
Funktionsweise des Bohrzyklus G82
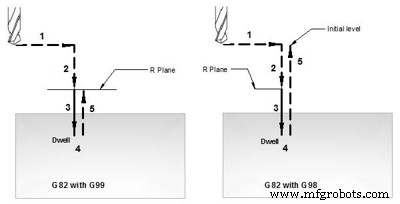
1- Eilgang zur x-, y-Position
2- Eilgang zur R-Ebenenposition
3- Bohren mit Vorschub von der R-Ebene zur Z-Tiefenposition.
4- Verweilzeit für spezifiziert Zeit am Bohrungsgrund.
5- Eilgang zur R-Ebene oder Anfangsebene abhängig von G99, G98-Modus.
G82 Bohrzyklus läuft
G98 G99 Modi
Wie sich der G82-Bohrzyklus im G98- oder G99-Modus verhält,
G98 Drill kehrt zur Anfangsebene zurück
G99 Drill kehrt zur R-Ebene zurück.
Ein Arbeitsbeispiel finden Sie unter Bohrzyklus G81.
Beispiel
N30 G82 X10 Y30 Z-17 R2 P2000 F75 N40 Y10 N50 G98 X30 N60 G99 Y30 N70 X90 N80 Y10 N90 G80
Bohren wiederholen
Wenn der K-Parameterwert mit dem G82-Bohrzyklus angegeben wird, wird das Bohren so oft wiederholt, wie mit K angegeben. Eine effektive Verwendung des Wiederholungsbohrens ist das Bohren mehrerer Löcher mit gleichem Abstand. Auf diese Weise wird der G82-Zyklus im G91-Inkrementalmodus verwendet. Siehe G81-Bohrzyklus für Beispiel zum wiederholten Bohren.
Arbeitsbeispiel
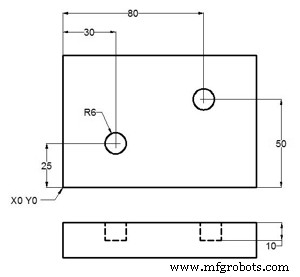
Beispiel eines G82-Bohrzyklus
N10 T1 M06 N20 G90 G54 G00 X30 Y25 N30 S1200 M03 N40 G43 H01 Z5 M08 N50 G82 Z-10 R2 P1000 F75 N60 X80 Y50 N70 G80 G00 Z100 M09 N80 M30
CNC-Maschine
- CNC Fanuc G76 Gewindeschneidzyklus
- Einfaches CNC-Drehbankbohren mit Fanuc G74 Peck Drilling Cycle
- Konisches Gewindeschneiden mit dem Fanuc G76-Gewindezyklus
- CNC Fanuc G75 Einstechzyklus
- CNC Fanuc G73 Musterwiederholungszyklus
- Fanuc-G-Codeliste
- CNC Fanuc G92 Gewindeschneidzyklus
- Beispiel für einen G83-Peck-Bohrzyklus
- Fanuc-G-Code-Liste
- ECS G82 Bohren mit Verweilzeit für Spanbruchzyklus