


ECS G89 Aufbohren mit Verweilzyklus
ECS G89 Aufbohren mit Verweilzyklus
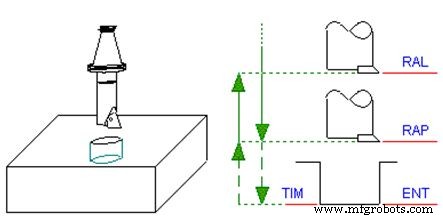
Dieser Zyklus unterscheidet sich vom Standardbohrzyklus G85 und ermöglicht die Programmierung einer Verweilzeit (TIM sec) zwischen der Ankunft beim HNO Zitat, bis zum Beginn der Bewegung, ausgeführt am Arbeitsvorschub, um den RAP zu erreichen Zitat.
Der Zyklus Dateneingabe wird im MDI- und Bearbeitungsmodus durch diese Tastenfolge aktiviert:

Programmierung
G89 <ENT=..> <RAP=..> <RAL=..> <TIM=..>
Parameter
| Parameter | Beschreibung |
|---|---|
| HNO | Tiefenquote bei Arbeitsvorschub erreicht |
| RAP | Notierung im Eilgang zu Beginn des Zyklus erreicht |
| RAL | Return Quote schnell erreicht |
| TIM | Verweilen Sie [Sek.], um die Arbeitsbewegung zwischen HNO und RAP zu starten. |
CNC-Maschine
- Kegeliges Gewindeschneiden mit G92-Gewindezyklus
- ECS G87 Aufbohren mit Rückzugszyklus
- ECS G86 Bohren mit Spindelstopp-Zyklus
- ECS G85 Bohrzyklus
- ECS G84 Gewindebohrzyklus
- ECS G83/r Deep Drilling with Dwell for Span Breaking Cycle
- ECS G83 Deep Drilling with clearing Cycle
- ECS G82 Bohren mit Verweilzeit für Spanbruchzyklus
- ECS G81/3 – Bohrzyklus mit 3 Schichten
- ECS G81 Standard-Bohrzyklus