


Bohren eines zweistufigen Blocks mit dem Bohrzyklus G81
G81 Bohrzyklus Programmbeispiel, das zeigt, wie ein Stufenblock wirtschaftlich gebohrt werden kann.
Der CNC-Programmcode ist selbsterklärend, es wird keine komplexe Technik verwendet.
G81 Zweistufiger Bohrblock
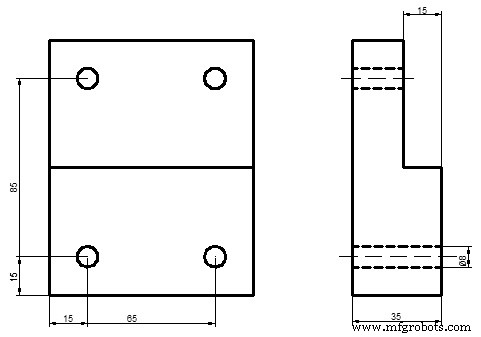
G81 Zweistufiger Bohrblock
N10 T4 M6 (TWIST DRILL 8”) N15 G90 G54 G00 X15 Y15 N20 S1000 M3 F100 N25 G43 H01 Z2 M8 N30 G81 R2 Z-42 N35 X65 N40 Y85 R-13 N45 X15 N50 G80 Z50 M5 N55 M30
Vorschub und Schnitttiefe für die Schlicht- bis Schruppbearbeitung Empfehlungen von Sandvik Coromant
Programmierbeispiel 1 für Kreisinterpolation
CNC-Maschine
- Einfaches CNC-Drehbankbohren mit Fanuc G74 Peck Drilling Cycle
- Konisches Gewindeschneiden mit dem Fanuc G76-Gewindezyklus
- Planeinstechen mit dem G74-Peck-Bohrzyklus CNC-Programmiertutorial
- Kegeliges Gewindeschneiden mit G92-Gewindezyklus
- G81-Bohrzyklus – Wiederholungsbohren im G91-Inkrementalmodus-Beispielcode
- ECS G83/r Deep Drilling with Dwell for Span Breaking Cycle
- ECS G83 Deep Drilling with clearing Cycle
- ECS G82 Bohren mit Verweilzeit für Spanbruchzyklus
- ECS G81/3 – Bohrzyklus mit 3 Schichten
- ECS G81 Standard-Bohrzyklus