


Fanuc G81 Bohrzyklus
Der Bohrzyklus G81 wird für einfache Bohr-/Anbohrvorgänge verwendet.
Syntax
G81 X... Y... Z... R... K... F...
| Parameter | Beschreibung |
|---|---|
| X | Lochposition in x-Achse. |
| J | Lochposition in Y-Achse. |
| Z | Tiefe, Werkzeug bewegt sich mit Vorschub auf Z-Tiefe ausgehend von der R-Ebene. |
| R | Position der R-Ebene. |
| K | Anzahl der Zykluswiederholungen (falls erforderlich) . |
| F | Vorschub. |
Sobald der G81-Bohrzyklus definiert ist, wird der Festzyklus an jeder X-Y-Position in aufeinanderfolgenden Blöcken wiederholt. Der Bohrzyklus G81 muss also mit G80 abgebrochen werden.
Verwendung
N30 G81 X10 Y30 Z-17 R2 F75 N40 Y10 N50 X30 N60 Y30 N70 X90 N80 Y10 N90 G80
Im obigen Beispiel beginnt das Bohren mit dem G81-Bohrzyklus bei X10 Y30, also ist der erste Bohrer bei X10 Y30, dann der zweite bei Y10, der dritte bei X30, der vierte bei Y30, der fünfte bei X90 und der letzte bei Y10, weil der nächste Block haben einen G80-Code, sodass der Bohrzyklus nicht mehr wiederholt wird.
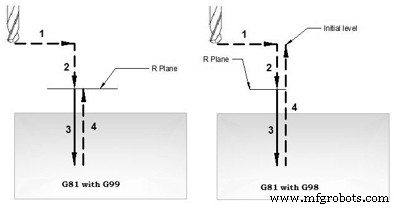
Arbeiten
Hier wird kurz beschrieben, wie der Bohrzyklus G81 funktioniert,
1- Eilgang zur angegebenen x-, y-Achsenposition (Bohrposition).
2- Eilgang zur R-Ebenenposition.
3- Bohren mit vorgegebenem Vorschub von der R-Ebenenposition zur Z-Tiefe Position.
4- Eilgang zur Ausgangsebene oder R-Ebene hängt von den Modi G98, G99 ab.
G81 Bohrzyklus läuft
G98 G99 Modi
Nach Beendigung der Bohrtiefe erfolgt der Rücklauf im Eilgang, die Rücklaufhöhe kann über G98 oder G99 gesteuert werden.
G98 Drill kehrt zur Anfangsebene zurück
G99 Drill kehrt zur R-Ebene zurück.
G98, G99 können während des Bohrzyklus G81 mehrmals verwendet werden.
Beispiel
N30 G81 X10 Y30 Z-17 R2 F75 N40 Y10 N50 G98 X30 N60 G99 Y30 N70 X90 N80 Y10 N90 G80
Bohren wiederholen
Mit G81 Bohrzyklus kann der Bohrvorgang mehrfach wiederholt werden. Das Bohren wird K mal wiederholt, wenn dieser Parameter mit G81 Bohrzyklus angegeben wird.
Wiederholtes Bohren wird normalerweise im G91-Inkrementalmodus verwendet, und ein gutes Beispiel für wiederholtes Bohren ist Rasterplattenbohren. Das Beispiel für Wiederholungsbohrungen finden Sie unten.
Arbeitsbeispiele
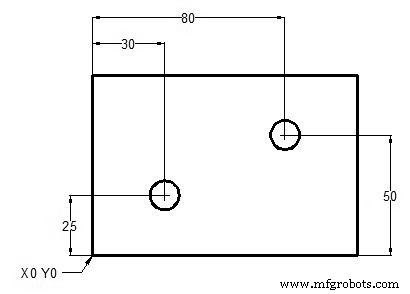
Beispiel eines G81-Bohrzyklus
N10 T1 M06 N20 G90 G54 G00 X30 Y25 N30 S1200 M03 N40 G43 H01 Z5 M08 N50 G81 Z-10 R2 F75 N60 X80 Y50 N70 G80 G00 Z100 M09 N80 M30
G98 G99 Beispiel
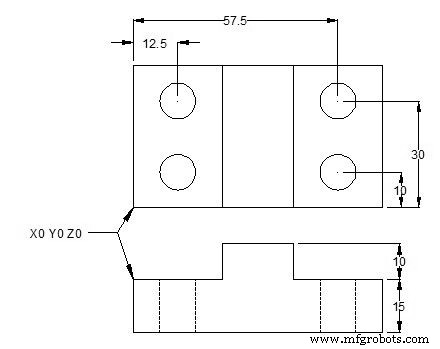
Verwendung des Bohrzyklus G81 mit G98 G99
N10 M06 T1 N20 G90 G00 X12.5 Y10 Z12 S1000 M03 N30 G99 G81 X12.5 Y10 Z-17 R2 F75 N40 Y30 N50 G98 X57.5 N60 G99 Y10 N70 G91 G80 G28 X0 Y0 Z0 M05 N80 M30
Wiederholen Sie das Bohrbeispiel
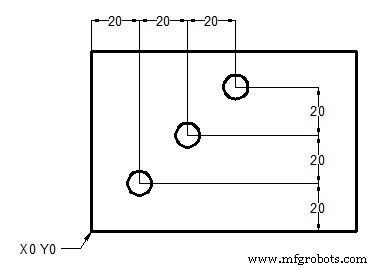
Wiederholen Sie das Bohren mit G81 Bohrzyklus
T1 M6 G00 G90 G40 G21 G17 G94 G54 X0 Y0 S1000 M03 G43 H1 Z100 Z3 G81 G99 G91 X20 Y20 R3 Z-20 K3 F100 M08 G80 G00 G90 Z100 M30
ODER
T1 M6 G00 G90 G40 G21 G17 G94 G54 X20 Y20 S1000 M03 G43 H1 Z100 Z3 G81 G99 R3 Z-20 F100 M08 G91 X20 Y20 K2 G80 G00 G90 Z100 M30
CNC-Maschine
- CNC Fanuc G76 Gewindeschneidzyklus
- Einfaches CNC-Drehbankbohren mit Fanuc G74 Peck Drilling Cycle
- CNC Fanuc G75 Einstechzyklus
- G81-Bohrzyklus – Wiederholungsbohren im G91-Inkrementalmodus-Beispielcode
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- CNC G81 Bohrzyklus-Programmbeispiel
- Wiederholen Sie das Bohren mit dem Bohrzyklus G81 und dem Beispielprogramm G91
- Erstellen Sie Ihren eigenen G81-Bohrzyklus durch Fanuc Macro und G66 Modal Call
- ECS G81/3 – Bohrzyklus mit 3 Schichten
- ECS G81 Standard-Bohrzyklus