


Die Bedeutung einer gleichmäßigen Wandstärke beim Spritzgießen [Leitfaden]
Wenn Sie schon einmal ein Kunststoffteil zerlegt haben, werden Sie feststellen, dass diese Teile eine gleichmäßig große Wandstärke haben. Nun, das ist kein Zufall. Die Wandstärke entscheidet maßgeblich über den Erfolg oder Misserfolg des Teils. Es ist eine der wichtigsten Regeln der Spritzgusskonstruktion. Wenn dies nicht richtig gemacht wird, kann dies zu einer Vielzahl von Problemen bei der Bearbeitung des Teils führen. In diesem Artikel besprechen wir, warum eine gleichmäßige Spritzgussdicke wichtig ist, die Fehler, die es verursachen könnte, wenn es nicht richtig gemacht wird, und die Beziehung zwischen der Auswahl von Materialien und der Bearbeitung von Spritzgusswänden.
Die zu berücksichtigenden Prinzipien beim Entwerfen von Wänden für Injektionsteile
Nach Abschluss der Bearbeitung muss das Teil schrumpfen, damit es leicht aus der Form entfernt werden kann. Wie schnell Kunststoffteile in einem Spritzgussverfahren schrumpfen, hängt von zwei wesentlichen Faktoren ab:der Dicke der Wände und der Kunststoffdicke des verwendeten Materials. Alle Kunststoffteile schrumpfen beim Abkühlen. Daher erfolgt die Konstruktion dieser Kunststoffteile so, dass diese Schrumpfung gleichmäßig ist. Unterschiedliche Schrumpfraten führen zu unterschiedlichen sowohl kosmetischen als auch fatalen Defekten. Bei der Kunststoffkonstruktion für die Wandstärke sind die folgenden Regeln zu beachten:
Scharfe Ecken
Die Ecken eines Teils sind sehr wichtig, um zu bestimmen, ob das Teil versagen wird oder nicht. Dies liegt daran, dass Teile mit scharfen Ecken eine hohe Spannungskonzentration aufweisen. Dies könnte den Kunststofffluss behindern und Defekte am Teil verursachen. Um dies zu verhindern, machen die meisten Designer den Innenradius einer Ecke auf das 0,5-fache der Kunststoffdicke, während der Außenradius das 1,5-fache der Kunststoffdicke beträgt.
Angrenzende Wandstärke
Bei angrenzenden Wänden darf die Dicke einer Wand nicht weniger als 40 bis 60 Prozent der anderen betragen. Außerdem müssen beide Wandstärken innerhalb der Grenzwerte für das jeweilige Material liegen.
Entformungswinkel
Formschrägen erleichtern das einfache Entnehmen von Teilen aus der Form. Im Allgemeinen sollten Sie so viel Zug zulassen, wie es die Kunststoffdicke zulässt. In den meisten Fällen sind ein bis zwei Grad Formschräge neben zusätzlichen 1,5 Grad pro 0,25 mm Kunststoffdicke ausreichend. Dies kann je nach Formteildesign auf Wandstärke und Teiledicke variieren.
Bosse
Richtlinien für die Gestaltung von Formteilen in Bezug auf die Wandstärke sollten für Vorsprünge gelten (die zylindrische Struktur, die die für eine Schraube vorgesehene Öffnung umgibt). Sie sollten eine Dicke von 40 bis 60 Prozent der umschließenden Fläche haben.
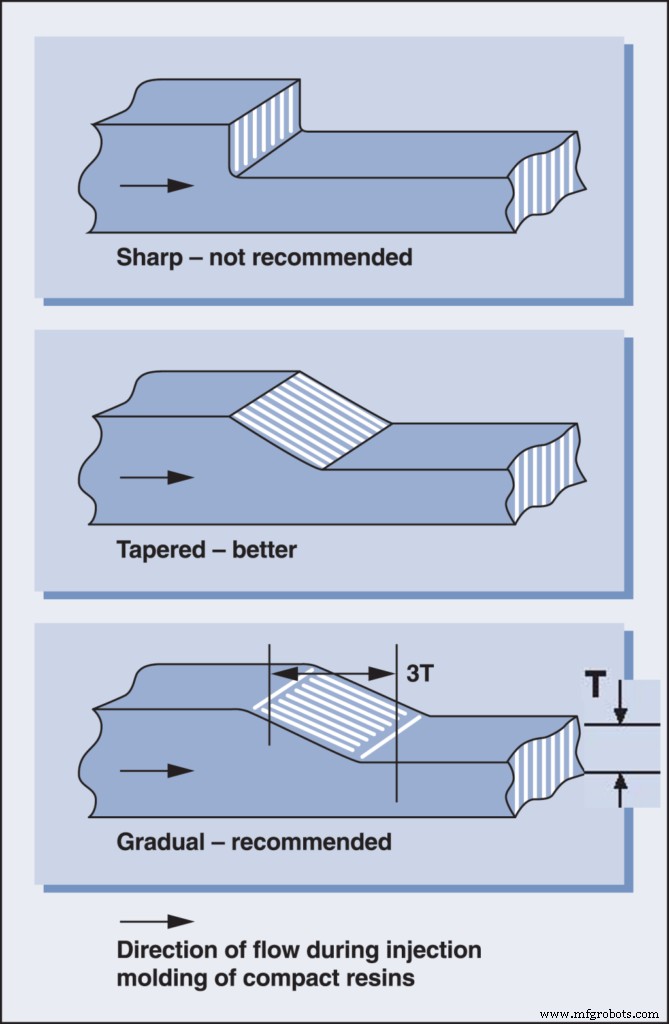
Felgen und Biegungen
Die Dicke von Rändern und Biegungen muss ebenfalls so gleichmäßig wie möglich sein. Eine Möglichkeit, dies zu gewährleisten, besteht darin, den Kurven entsprechende Radien hinzuzufügen. Dadurch wird sichergestellt, dass das Kunststoffmaterial reibungslos durch den Formhohlraum fließt.
Rippen
Rippen können in Teilen implementiert werden, die Festigkeit erfordern. Der Vorteil der Verwendung von Rippen gegenüber der Verdickung des Teils besteht darin, dass sie das Risiko des Verziehens verringern. Rippen sind auch kostengünstiger, da sie schneller abkühlen und weniger Material für die Herstellung benötigen.
Warum ist es wichtig, eine einheitliche Wandstärke beizubehalten?
Aussehen
Ungleichmäßige Wandstärken beeinträchtigen die Ästhetik eines Spritzgussteils. Durch ungleichmäßige Wandstärken können Mängel wie Verzug und Einfallstellen entstehen. Oberflächliche Probleme wie Fließlinien können ebenfalls bemerkt werden.
Gating-Herausforderungen
Das Gating erfolgt von dicken Abschnitten in dünnere Abschnitte. Eine ungleichmäßige Wanddicke kann dazu führen, dass geschmolzener Kunststoff von dünnen Abschnitten zu dickeren Abschnitten fließt. Dies führt zu Problemen, da das Kunststoffmaterial im dünnen Abschnitt mit dem Abkühlen beginnen kann, wodurch der Fluss zum dickeren Abschnitt effektiv blockiert wird. Dadurch entstehen Mängel wie Einsinken und Verziehen.
Scherspannung
Durch unterschiedliche Wandstärken kann die Scherspannung des fließenden Kunststoffs beeinflusst werden. Die Scherbeanspruchung des bei konstanter Füllgeschwindigkeit bewegten fließenden Kunststoffes nimmt mit abnehmender Wandstärke zu. Ungleichmäßige Wandstärken führen daher zu unterschiedlich starken Schubspannungen. Dies trägt wesentlich zum Verziehen von Kunststoffen bei.
Kühlrate
Dickere Abschnitte brauchen länger zum Abkühlen. Ein Teil mit ungleichmäßiger Wandstärke muss in der Form verbleiben, bis das gesamte Teil abgekühlt ist. Dies führt zu einer Verlängerung der Zykluszeit und des gesamten Herstellungsprozesses.
Kosten
Dickere Wände erfordern mehr Kunststoffmaterialien zum Füllen. Sie benötigen auch mehr Zeit zum Abkühlen. Mehr Materialien und eine längere Zeit auf der Spritzgießmaschine erhöhen nur die Produktionskosten.
Fehler, die durch ungleichmäßige Wandstärke verursacht werden
Während Spritzguss eine der besten Methoden für die Herstellung von Teilen darstellt, gibt es dennoch Faktoren, die zu Fehlern in Ihrem Endprodukt führen können. Aufgrund des Formprozesses sowie der Kunststoffdicke der verwendeten Materialien können mehrere Fehler auftreten. Nachfolgend sind einige der von der Wandstärke beeinflussten Mängel hervorgehoben.
Verzerrung
Verzug entsteht durch die ungleichmäßige Schrumpfung der verschiedenen Teile eines Produkts. Dies verursacht Drehungen und Biegungen in der Form des Produkts nach Fertigstellung. Wie bereits erwähnt, führt eine ungleichmäßige Wandstärke dazu, dass Teile eines Produkts unterschiedlich schnell abkühlen, was zu Verzug führt.
Fließlinien
Fließlinien sind ästhetische Mängel, die bei Kunststoffprodukten auftreten. Sie erscheinen als Wellen oder Linien, meist in einem anderen Farbton als die Umgebung. Sie entstehen durch unterschiedliche Fließgeschwindigkeiten des geschmolzenen Kunststoffs im Formhohlraum.
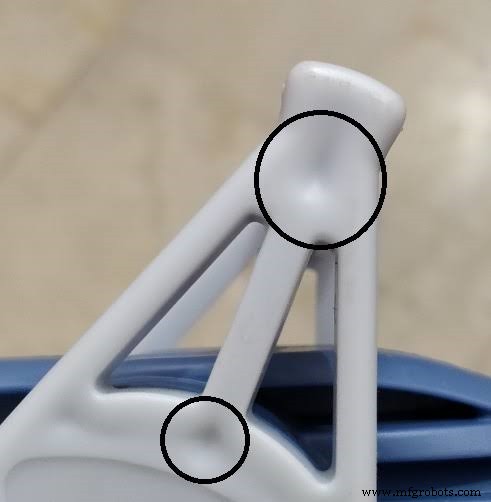
Einfallstellen
Einfallstellen sind wie kleine Krater, die sich auf einem Spritzgussprodukt bilden. Diese Krater entstehen, wenn das Kunststoffmaterial in der Form nicht vollständig abgekühlt werden kann. Schrumpfspuren bilden sich häufiger an den dickeren Teilen des Produkts, da sie mehr Zeit zum Abkühlen benötigen.
Kurze Aufnahmen
Ein kurzer Schuss tritt auf, wenn ein Teil eines Produkts fehlt. Dies geschieht, weil der geschmolzene Kunststoff nicht alle Abschnitte der Form erreicht. Ungleichmäßige Wandstärken können zu diesem Defekt führen. Bei ungleichmäßiger Wandstärke kann Kunststoff, der von einem dünnen Abschnitt zu einem größeren fließt, vorzeitig abkühlen. Dadurch wird verhindert, dass der geschmolzene Kunststoff an die dickere Stelle gelangt.
Auswahl eines Materials für den Kunststoffspritzguss
Einer der wichtigsten Faktoren für die Bestimmung der Wandstärke wird das verwendete Material sein. Dies liegt daran, dass das Material ein begrenzender Faktor dafür ist, wie dünn das Kunststoffdesign für die Wandstärke sein kann. Verschiedene Materialien ermöglichen unterschiedliche Wandstärken. Es ist wichtig, vor dem Start einer Großproduktion eine Testphase zu durchlaufen, in der Sie verschiedene Materialien und Kunststoffdesigns für Wandstärkenkonfigurationen ausprobieren können.
Ihre Materialwahl bestimmt auch die Kunststoffdicke. Es stehen mehrere Materialien zur Auswahl. Einige Materialien ermöglichen es Ihnen, sehr dünne Wände zu entwerfen, während andere dickere Wände erfordern. Bei der Auswahl der Materialien sollten Sie versuchen, ein Gleichgewicht zwischen Funktionalität, Leistung und Kosten zu finden.
Bei RapidDirect bieten wir verschiedene Materialien an, die eine Vielzahl von Wandstärken für Ihre Teile ermöglichen. Weitere Informationen zu Materialien finden Sie in unserem Materialbereich. Weiter unten finden Sie die empfohlenen Wandstärken für verschiedene Kunststoffteile.
Allgemeine Richtlinien zur Materialstärke.
| Material | Empfohlene Wandstärke |
| ABS | 0,045 – 0,140 |
| Acetal | 0,030 – 0,120 |
| Acryl | 0,025 – 0,500 |
| Flüssigkristallpolymer | 0,030 – 0,120 |
| Langfaserverstärkter Kunststoff | 0,075 – 1,000 |
| Nylon | 0,030 – 0,115 |
| Polycarbonat | 0,040 – 0,150 |
| Polyester | 0,025 – 0,125 |
| Polyethylen | 0,030 – 0,200 |
| Polyphenylensulfid | 0,020 – 0,180 |
| Polypropylen | 0,025 – 0,150 |
| Polystyrol | 0,035 – 0,150 |
| Polyurethan | 0,080 – 0,750 |
| Hartes PVC | 0,090 – 0,250 |
| Weich-PVC | 0,025 – 0,150 |
Dickere Wände sorgen für stärkere Teile. Sie erhöhen auch das Risiko von Verwerfungen, erhöhen das Gewicht des Produkts, verlängern die Zeit für das Produkt und erfordern auch mehr Materialien. Andererseits können dünne Wände, obwohl sie billiger sind, zu Rissen und Brüchen des Produkts führen. Es ist wichtig, das richtige Gleichgewicht zwischen Wandstärke und Leistung zu finden.
Design für Herstellbarkeit
Auch nach der Korrektur des Kunststoffdesigns auf Wandstärke für Ihre Teile ist es ratsam zu sehen, wie die Teile mit den neuen Korrekturen funktionieren. Hier kommt der Design-for-Manufacturability-Prozess ins Spiel. Mit DfM können Sie neue Defekte oder andere Konstruktionsänderungen leicht identifizieren, um die Wandstärke zu reduzieren.
Aufgrund der Bedeutung dieser Phase ist es auch wichtig, dass Sie sie an Experten übergeben, die Experten auf diesem Gebiet sind und die besten Ergebnisse erzielen. Alternativ könntest du es auch selbst machen. Dies verlängert jedoch nur die Lieferzeit des Produkts. Warum also nicht die Experten hier auslagern.
Mit den RapidDirect-Spritzgussservices haben Sie Zugang zu einem Team aus erfahrenen DfM-Analysten, die daran arbeiten, sicherzustellen, dass Ihr Produktdesign das Beste ist. Unsere Designer arbeiten auch mit den DfM-Analysten zusammen, um sicherzustellen, dass das Kunststoffdesign für die Wandstärke Ihres Teils optimal ist.
Schlussfolgerung
Die gleichmäßige Wandstärke in einem Kunststoffspritzgussverfahren ist sowohl für die Ästhetik als auch für die strukturelle Integrität Ihres Produkts großartig. Dies kann eine ziemliche Herausforderung sein, da Sie viele Überlegungen anstellen müssen. Um diesen Prozess zu vereinfachen, müssen Sie mit einem Spritzgussunternehmen zusammenarbeiten, das über die nötige Erfahrung und Fähigkeiten verfügt, um Ihr Projekt ohne Komplikationen zum Leben zu erwecken. RapidDirect ist die perfekte Wahl, um sicherzustellen, dass Ihre Spritzgussaufträge ohne Wanddickenfehler ausgeführt werden.
RapidDirect Kunststoffspritzgussservices
Bei RapidDirect steht eine große Auswahl an Materialien zur Auswahl. So können Sie das Material mit der besten Funktionalität, Leistung und dem besten Preis für Ihre Projekte auswählen. So steht Ihnen auch eine Vielzahl an Kunststoffstärken zur Verfügung. Wir haben auch eine breite Palette von Spritzgussverfahren im Angebot, um Ihren unterschiedlichen Anforderungen gerecht zu werden.
Unsere fortschrittlichen Kapazitätseinrichtungen ermöglichen es uns, Sie schnell zu bedienen. Angebote erstellen wir innerhalb eines Werktages. Sie haben auch Zugriff auf unser kostenloses DFM-Feedback, das Ihnen hilft, Designprobleme zu lösen, bevor die Produktion beginnt.
Besuchen Sie noch heute unsere Website, um loszulegen.
Verbundwerkstoff
- Formpressen vs. Spritzgießen:Was ist der Unterschied?
- Kunststoffspritzguss kann Ihrem Unternehmen helfen
- Kunststoffspritzguss in der Automobilindustrie
- Beste Kunststoff-Spritzgussmaterialien
- Die Bedeutung der Spritzgusstechnik
- Die beliebtesten Kunststoff-Spritzgussmaterialien
- Die effektive Leistung des Schnellspritzgießens
- Durchlaufen Sie die Details von Chinas Kunststoff-Spritzgussverfahren
- Gängige Kunststoff-Spritzgussmaterialien
- Die Grenzen des Kleinserien-Spritzgusses