


Ein einfacher Leitfaden zur Gesamtanlageneffektivität in der Fertigung
Die Gesamtanlageneffektivität (OEE) ist ein wichtiger Leistungsindikator, der die Gesamtproduktivität einer Anlage widerspiegelt. Der beste Teil? Wenn eine Anlage unterdurchschnittlich leistungsfähig ist, hilft Ihnen OEE herauszufinden, warum. Das liegt daran, dass die Daten, die Sie zur Berechnung der OEE verwendet haben, dieselben Daten sind, die Sie verwenden werden, um die Ursache Ihres Problems zu finden.
Es gibt zwei Möglichkeiten, diesen wichtigen KPI für die Fertigung zu berechnen. Schauen wir uns zuerst die grundlegendere Gleichung an.
So einfach OEE berechnen
Berechnen Sie für diesen die OEE als Verhältnis der voll produktiven Zeit zur geplanten Produktionszeit. Hier ist die Definition von voll produktiver Zeit, wenn Sie nur gute Teile so schnell wie möglich ohne Unterbrechung produzieren.
Was ist die Stoppzeit? Es ist die Summe Ihrer geplanten und ungeplanten Stopps. Geplante Stopps sind beispielsweise für Umstellungen, bei denen Sie die Anlage einrichten oder anpassen. Ungeplante Stopps sind für Ausfälle und außerplanmäßige Wartungsarbeiten vorgesehen. Wenn ein Asset wegen geplanter Wartungsarbeiten offline ist, schließen Sie es nicht in die Stoppzeit ein.
Um die OEE zu berechnen, setzen Sie alles mit der folgenden Gleichung zusammen:
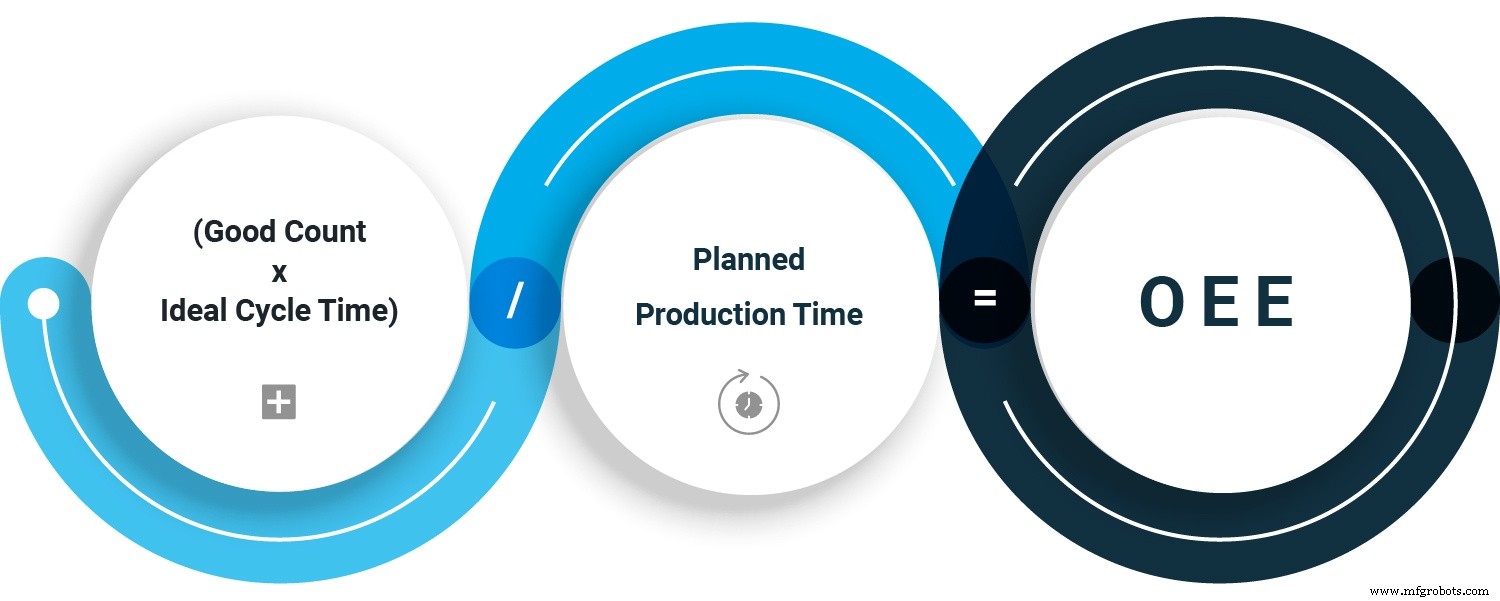
schnelle und einfache OEE
Dies ist eine absolut akzeptable Methode zur Berechnung der OEE, und Sie erhalten eine ziemlich gute Zahl sowohl für das Benchmarking als auch für das Base-Lining, das wir etwas weiter unten behandeln. Aber diese Gleichung hat eine Schwäche:Wenn Sie eine niedrige OEE erhalten, wissen Sie nicht genau, warum. Das ist die schlechte Nachricht. Die gute Nachricht ist, dass es einen besseren Weg gibt, die OEE zu berechnen, und zwar besser, denn wenn die OEE niedrig ist, können Sie herausfinden, warum.
Wie man OEE besser berechnet
Dafür müssen Sie Ihre drei verlustbezogenen Faktoren kennen:Verfügbarkeit, Leistung und Qualität. Danach ist die Mathematik einfach. OEE ist das Produkt der Multiplikation der drei Faktoren.
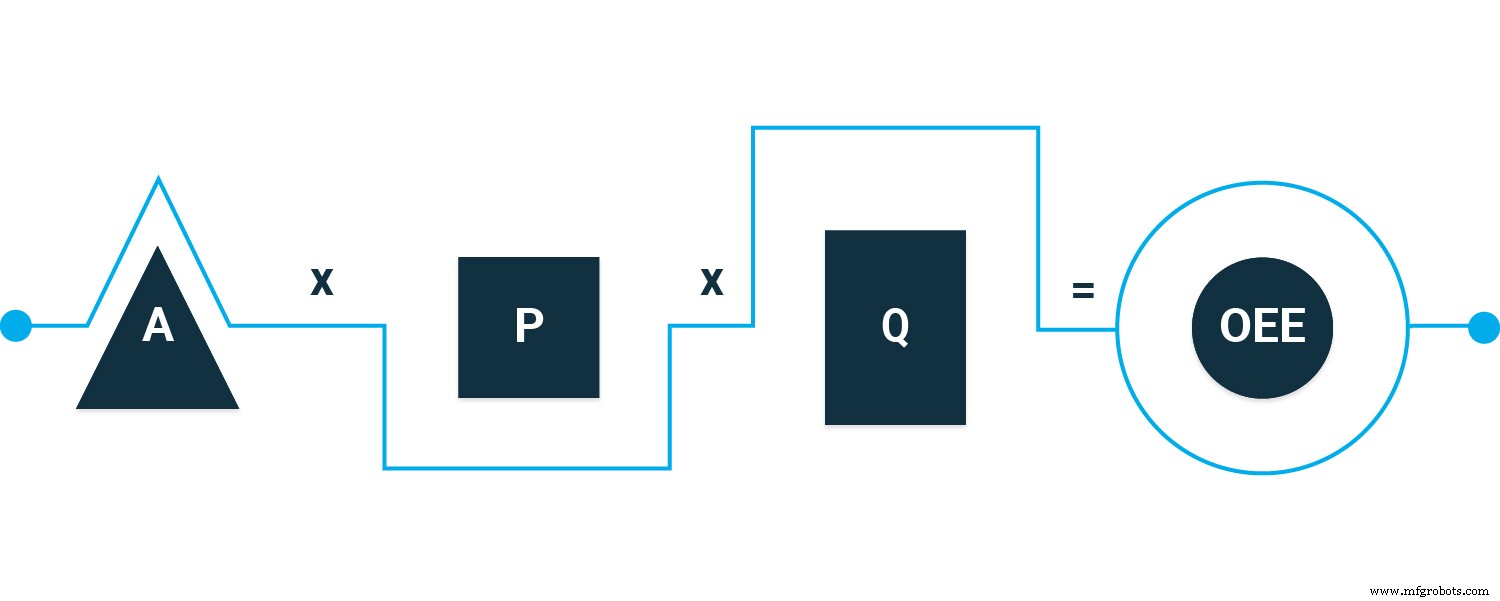
Verlustfaktoren und OEE
Aber wir überholen uns. Bevor wir sie in die Gleichung einsetzen können, müssen wir wissen, was diese Faktoren sind und wie man sie findet.
Verfügbarkeit
Verhältnis von Laufzeit zu geplanter Produktionszeit. Nehmen Sie, wie lange Sie das Asset ausgeführt haben, und vergleichen Sie es mit der geplanten Ausführungsdauer.
Beispielsweise wurde ein Asset für acht Stunden geplant. Das ist Ihre geplante Produktionszeit. Am Ende der Schicht war sie nur siebeneinhalb Stunden gelaufen. Das ist die Laufzeit. Woher haben wir die siebeneinhalb Stunden? Wir haben die geplante Produktionszeit (acht Stunden) genommen und die Stoppzeit (in diesem komplett erfundenen Beispiel 30 Minuten) abgezogen.
Verfügbarkeit =Laufzeit / geplante Produktionszeit
Leistung
Verhältnis der Gesamtzahl zur idealen Laufrate. Nehmen Sie, wie viele Widgets das Asset erstellt hat, und vergleichen Sie es mit der maximalen Anzahl von Widgets, die es hätte erstellen können.
Wenn beispielsweise alles so perfekt wie möglich läuft, produziert Ihr Asset alle acht Stunden 1000 Widgets. Aber als Sie dieses Asset acht Stunden lang betrieben haben, hat es nur 950 produziert. Es könnte nicht von einem größeren Ausfall herrühren. Die Leistung wird durch langsame Zyklen beeinträchtigt, wenn die Fertigstellung einiger Widgets länger als erwartet dauert. Und es wird auch von kleinen Stopps beeinflusst, Pausen, die so kurz sind, dass sie nicht in die Stoppzeit gezählt werden. Aber kleine Stopps summieren sich und wirken sich auf die Leistung aus.
Leistung =Gesamtzahl / ideale Laufrate
Qualität
Verhältnis Gutteile zur Gesamtzahl. Nehmen Sie die Anzahl der Teile, die die Qualitätskontrolle bestehen, und vergleichen Sie sie mit der Gesamtzahl der produzierten Teile. Es ist ein bisschen spezifischer als das. Gute Teile bestehen die erste Prüfung und erfordern keine weitere Nacharbeit. Andere Teile werden eventuell bestanden, aber sie sind nicht in Ihrer Zählung der guten Teile enthalten.
Zum Beispiel, und wieder verwenden wir das klassische Widget, von den 950 Widgets, die Sie in acht Stunden erstellt haben, waren 945 gut.
Qualität =gute Teile / Gesamtzahl
Sobald wir unsere drei verlustrelevanten Faktoren haben, können wir die OEE schnell berechnen. Aber warum ist diese zweite Gleichung besser als die erste? Es hat damit zu tun, wie Sie OEE verwenden, was in den nächsten Abschnitten behandelt wird.
Wie man OEE nutzt
Die Gesamtanlageneffektivität ist ein Indikator für die Effizienz eines Fertigungsprozesses. Sobald Sie es berechnet haben, können Sie es als Benchmark oder Basislinie verwenden.
OEE als Benchmark
Beim Vergleich von OEEs wird es je nach Herstellungsart immer einige Abweichungen geben, aber hier sind einige allgemeine Zahlen.
100% perfekt. Sie produzieren so schnell wie möglich, ohne Unterbrechungen, ohne Fehler.
85 % Weltklasse. Für viele Hersteller ist dies das langfristige Ziel.
65 % typisch. Die gute Nachricht ist, dass es viel Raum für Verbesserungen gibt.
40% Keine Seltenheit. Wenn Unternehmen zum ersten Mal mit der Verfolgung von OEE beginnen, finden sie sich oft dort wieder. Auch hier ist die gute Nachricht, dass es viel Raum für Verbesserungen gibt.
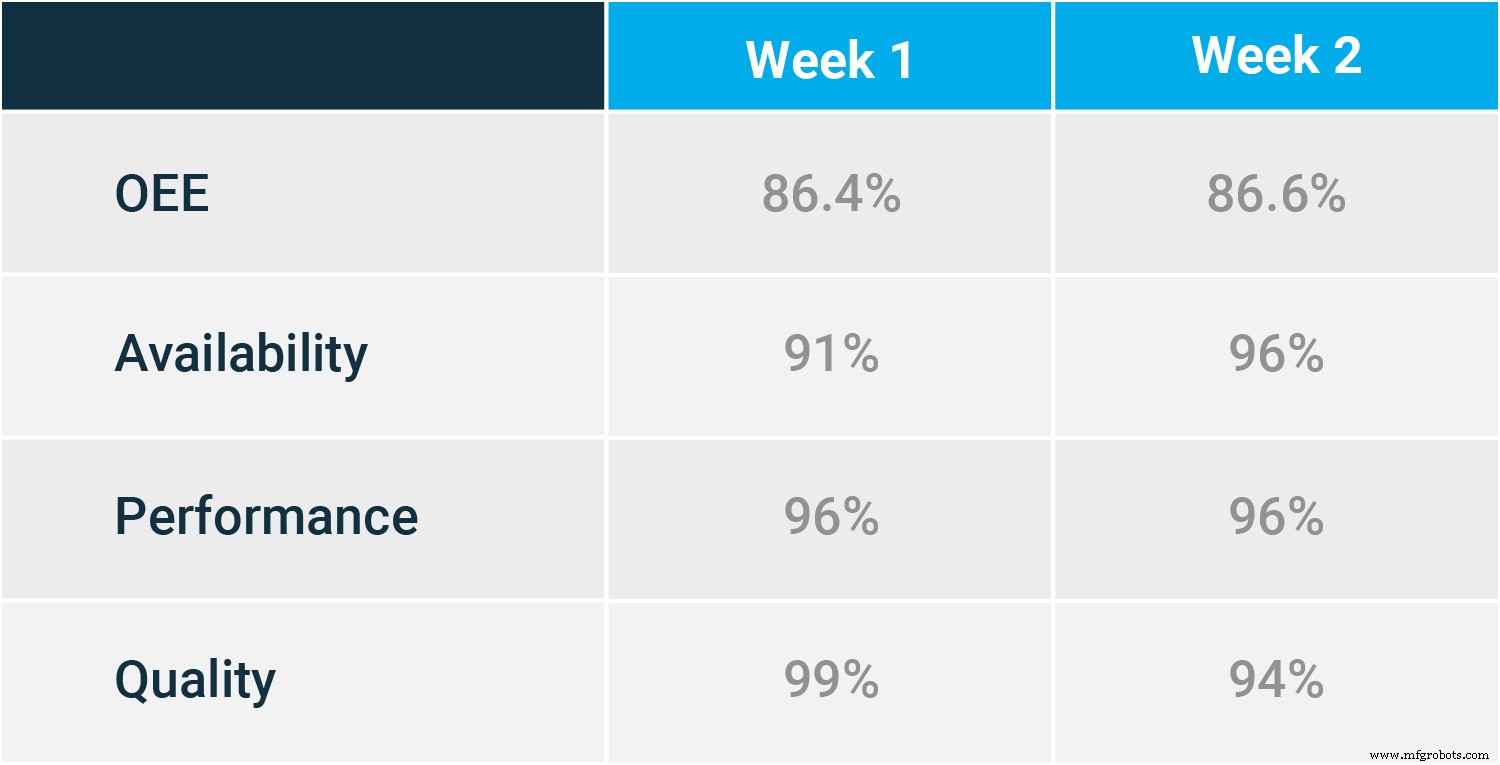
Sie können es auch für internes Benchmarking verwenden. Sie können beispielsweise die OEEs zweier ähnlicher Anlagen vergleichen. Oder Sie können sich die OEEs einer Anlage aus verschiedenen Schichten ansehen.
OEE als Basis
Sie können OEE auch verwenden, um Anlagen im Laufe der Zeit zu verfolgen. Wenn Sie Ihre Prozesse optimieren, sollte die OEE steigen. Wenn dies nicht der Fall ist, können Ihnen die Zahlen, die Sie zur Berechnung der OEE verwendet haben, einige solide Hinweise darauf geben, warum. Auch hier ist der Grund, warum die Verwendung der zweiten Methode zur Berechnung der OEE besser ist. Um die OEE zu erhalten, benötigen Sie Ihre verlustbezogenen Faktoren. Und es sind diese Faktoren, die Ihnen helfen, herauszufinden, was schief läuft.
Wenn Sie die Verlustfaktoren kennen, können Sie sehen, was Sie zurückhält
Wenn die Verfügbarkeit die OEE nach unten zieht, könnte dies daran liegen, dass die Anlage nicht im richtigen vorbeugenden Wartungsplan steht. Es fällt zu oft aus, was bedeutet, dass Ihre vorbeugenden Wartungsaufträge zu weit voneinander entfernt sind. Längere Ausfallzeiten können auch mit der Bestandskontrolle zusammenhängen. Wenn Techniker auf kritische Teile warten müssen, bevor sie Reparaturen vornehmen können, müssen Sie die Inventar-Par-Levels höher einstellen, um sicherzustellen, dass sie die benötigten Teile haben, wenn sie sie brauchen. Eine Arbeitsauftragssoftware stellt sicher, dass Ihre PM-Arbeitsaufträge rechtzeitig mit der richtigen Häufigkeit geplant werden.
Wenn OEE Leistungsprobleme hat, führen Sie möglicherweise die falsche Art der Wartung oder die richtige Art, aber falsch durch. Beispielsweise könnten Sie die Riemen nach dem richtigen zeit- oder meterbasierten Zeitplan prüfen und neu ausrichten, aber Sie richten sie nicht richtig aus. Es ist, als würdest du jeden Morgen zur gleichen Zeit frühstücken, und es ist die richtige Zeit, halb sieben, aber statt Kaffee und Toast isst du Eis. Richtiger Zeitplan, falsche Aufgabe.
Auch Qualitätsprobleme senken die OEE, können aber in der Regel nicht von der Wartungsabteilung behoben werden. Das Asset ist möglicherweise nicht richtig eingerichtet oder es liegt ein Bedienerfehler vor. Das Problem könnte sogar im Ausgangsmaterial liegen.
OEE ist nur einer der wichtigen KPIs für die Instandhaltung. Es gibt noch ein paar mehr, aber es gilt nicht:Je mehr, desto besser. Sie müssen diejenigen finden, die für Sie am besten geeignet sind, die Ihnen helfen, Ihre Ziele zu erreichen, indem sie Ihnen Informationen geben, die Sie verwenden können. Stell dir vor, du bist auf einem Roadtrip. Es ist hilfreich, Dinge wie Ihre Durchschnittsgeschwindigkeit und Ihren Kilometerstand zu kennen. Sie könnten auch die Anzahl der Reifenumdrehungen verfolgen, aber was wäre der Sinn? Nicht jede Art von Daten hat einen Wert. Eine gute Einführung in einige der gebräuchlicheren Metriken für die Fertigung finden Sie unter Was sind MTTR-, MTBF- und MTTF-Metriken?
Industrietechnik
- Engpässe in der Fertigung – Ein definitiver Leitfaden
- Fertigungsdurchsatz – Ein umfassender Leitfaden zu wichtigen Fertigungskennzahlen
- Leitfaden für die schnelle Herstellung
- Drew Troyer:Gesamteffektivität der Ausrüstung
- Neues Buch ist eine Einführung in die Gesamtanlageneffektivität
- Wartungskennzahlen sinnvoll:Gesamtanlageneffektivität
- Die Bedeutung der Gerätewartung in der Fertigung
- Arbeitsausrüstung:Ist es Zeit für ein Upgrade?
- Ein Leitfaden zur Erstellung eines Gerätewartungsprogramms
- Ein definitiver Leitfaden für die Lights-Out-Fertigung