


Optimierung der Laserschneidqualität zur Senkung der Sekundärbearbeitungskosten
Optimierung der Qualität des Laserschneidens, um die Kosten für die Sekundärbearbeitung zu senken
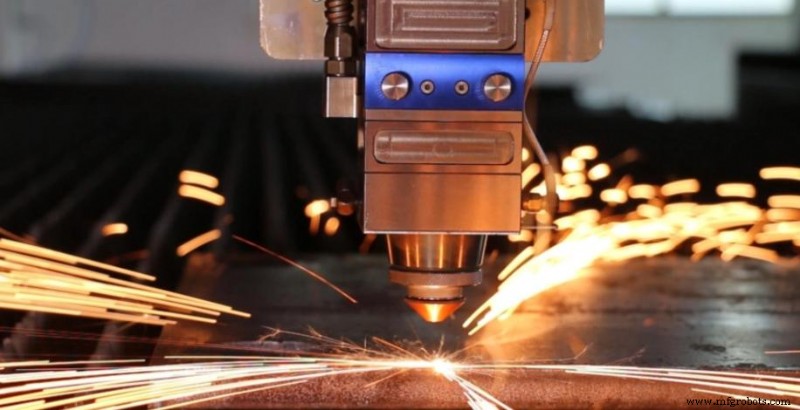
Das Laserschneiden bleibt die bevorzugte Methode der Branche für hochpräzise Blechbearbeitung. Seine wahre Effizienz hängt jedoch von der Bereitstellung einer gleichbleibenden Kantenqualität ab. Schlechte Kanten erfordern kostspieliges Entgraten, Schleifen und Nacharbeiten, wodurch die Zeit- und Materialeinsparungen, die der Prozess verspricht, zunichte gemacht werden.
Bei den meisten Blecharbeiten sind Kantenfehler auf Prozesseinstellungen zurückzuführen, nicht auf die Maschine selbst. Dieser Leitfaden beleuchtet die häufigsten Probleme beim Laserschneiden, ihre Ursachen und praktische Lösungen, die den Nachbearbeitungsaufwand reduzieren.
Die versteckten Kosten einer schlechten Laserschnittkantenqualität
- Arbeitsintensives Entgraten: Das manuelle Entfernen von Lasergraten ist langsam und arbeitsintensiv. Wenn es sich um einen Arbeitsschritt handelt, zahlen Sie doppelt:einmal für den Zuschnitt und noch einmal für die Nachbearbeitung. Der Overhead summiert sich im Laufe eines Produktionslaufs schnell.
- Materialverschwendung und Ausschuss: Eine raue Kantengeometrie kann die Maßhaltigkeit beeinträchtigen und beim Zusammenbau zu Passungsproblemen führen, was zu Ausschussteilen und Produktionsverzögerungen führt.
- Einbußen bei Ästhetik und Passform: Oxidierte oder unebene Kanten erschweren das Schweißen und Pulverbeschichten. Saubere, gleichmäßige Oberflächen sind für starke Schweißverbindungen und ein makelloses Finish unerlässlich.
Häufige Fehler beim Laserschneiden und ihre Ursachen
Die meisten Fehler lassen sich auf eine Handvoll aus dem Gleichgewicht geratener Prozessfaktoren zurückführen. Die Identifizierung der Grundursache ist der schnellste Weg, sie zu beheben.
Kampf gegen Schlacken und Grate
Schlacken und Grate bilden sich, wenn geschmolzenes Material nicht vollständig aus der Schnittzone entfernt wird und entlang der Kante wieder erstarrt.
- Thermisches Ungleichgewicht: Bei dickerem Material staut sich am Boden des Schnitts Wärme, wodurch geschmolzenes Metall nicht reibungslos entweichen kann. Überprüfen Sie zunächst den Brennpunkt und die Leistungseinstellungen und passen Sie diese an.
- Gasdruck stimmt nicht überein: Hilfsgas stößt geschmolzenes Material aus. Bei zu geringem Druck bleibt Schmelze zurück und es entstehen Grate, die abgeschliffen werden müssen.

Streifen und raue Oberflächen
Vertikale Streifen an der Schnittkante weisen oft darauf hin, dass ein oder mehrere Schnittparameter angepasst werden müssen.
- Strahlqualität und Fokusstabilität: Eine verschmutzte Linse oder ein leicht abweichender Brennpunkt können den Strahl ungleichmäßig verteilen und unregelmäßige Streifen erzeugen. Eine regelmäßige Inspektion des Objektivs und die richtige Fokuskonfiguration machen einen messbaren Unterschied.
- Feed-Rate-Fehler: Zu schnelles Schneiden erzeugt Schlepplinien; Wenn Sie zu langsam schneiden, schmilzt das Material zu stark, wodurch sich die Schnittfuge verbreitert und die Oberfläche aufraut. Die optimale Geschwindigkeit variiert je nach Materialart und -stärke.
In dieser Tabelle sind die häufigsten Fehler, ihre Hauptursachen und empfohlenen Korrekturen zusammengefasst:
| Defekt | Primäre Grundursache | Beheben |
|---|---|---|
| Harte Grate (Schlacke) | Unterstützungsgasdruck zu niedrig / Fokus zu hoch | Gasdruck erhöhen; unterer Brennpunkt |
| Grobe Streifen | Schnittgeschwindigkeit zu hoch | Vorschubgeschwindigkeit reduzieren; Düsenzustand prüfen |
| Große Hitzeeinflusszone | Übermäßiger Wärmeeintrag | Optimieren Sie Leistung und Schnittgeschwindigkeit |
| Übermäßige Oxidation | Sauerstoffreaktion zu aggressiv | Sauerstoffdruck reduzieren oder auf Stickstoff umstellen |
4 Tipps zur Optimierung des Laserschneidens
Fehler an der Quelle zu stoppen ist weitaus effizienter, als sie später zu beheben. Konzentrieren Sie sich auf diese vier Bereiche, um die besten Ergebnisse zu erzielen.
- Optimieren Sie die Fokusposition
Bei dickeren Materialien setzen Sie den Fokus direkt unter die obere Oberfläche statt direkt darauf. Durch diese kleine Anpassung kann das geschmolzene Material leichter abfließen, wodurch Krätze reduziert und die Kantengeradheit verbessert wird. - Master Assist Gasauswahl
Die Wahl des Gases hat einen größeren Einfluss auf die Kantenqualität, als den meisten Betreibern bewusst ist. Stickstoff sorgt für saubere, oxidfreie Kanten auf Edelstahl und Aluminium – ideal für das Aussehen oder die Beschichtungshaftung. Sauerstoff ist zwar exotherm und effizient für dicken Weichstahl, hinterlässt jedoch eine leicht oxidierte Oberfläche. - Finden Sie die ideale Schnittgeschwindigkeit
Die schnellste Vorschubgeschwindigkeit ist nicht immer die beste. Führen Sie Geschwindigkeitsversuche an Probeschnitten durch, um die Geschwindigkeit zu ermitteln, die die sauberste Kante und nicht nur die schnellste Zykluszeit erzeugt. - Halten Sie die Düsen sauber und zentriert
Verschlissene oder außermittige Düsen stören den Hilfsgasfluss und verursachen Turbulenzen, unebene Kanten und unregelmäßige Schnittfugenbreiten. Regelmäßige Inspektion und Austausch der Düsen bieten hohe Erträge bei minimalem Aufwand.

Entwerfen von Teilen für makelloses Laserschneiden
Prozesseinstellungen sind wichtig, aber auch das Teiledesign. Ein paar kleine CAD-Optimierungen können später überraschend viel Nacharbeit verhindern.
- Vermeiden Sie scharfe Innenecken: Fügen Sie kleine Verrundungen an den Innenecken hinzu, um zu verhindern, dass der Laser verweilt und das Material zu stark schmilzt.
- Beachten Sie das Verhältnis von Loch zu Dicke: Als Faustregel gilt, dass der Lochdurchmesser mindestens der Materialstärke entsprechen sollte. Dickeres Material mit kleineren Löchern neigt zum Ausblasen und führt zu einer schlechten Kantengeometrie.
- Achten Sie auf einen ausreichenden Abstand (Gurtband): Zu nahe beieinander liegende Schnittelemente können zu einem Hitzestau und einer Verformung des umgebenden Blechs führen. Lassen Sie ausreichend Material zwischen den Schnitten, um Ebenheit und Maßgenauigkeit zu gewährleisten.
Aufbau eines kosteneffizienten Laserschneid-Workflows
Die Reduzierung der Nachbearbeitung ist oft der schnellste Weg, die tatsächlichen Kosten lasergeschnittener Teile zu senken. Durch die Feinabstimmung der Schneidparameter, die Auswahl des richtigen Hilfsgases und die sorgfältige Gestaltung der Teile können Hersteller sauberere Kanten, einen höheren Durchsatz und vorhersehbarere Produktionskosten erzielen.
Der Laserschneidservice von JTR beginnt mit einem Prozess, der Teile bereit für die nächste Stufe liefert – eine Entgratungsbank ist nicht erforderlich. Wenn Sie Probleme mit der Kantenqualität haben oder Ihren Blech-Workflow optimieren möchten, kontaktieren Sie uns um Ihr Projekt zu besprechen.
Verwandte Leitfäden
Industrietechnik
- Temperatur-Widerstandskoeffizient
- Weicher und harter PCB-Lötprozess diskutiert
- 15 schlimmste Computerviren aller Zeiten | Erklärt
- Bonuskapazität, bessere Versicherung:Vier Vorteile von 3PLs für Ihr Unternehmen
- Der Unterschied zwischen zentralisierter und dezentralisierter Organisation
- Die 5 häufigsten Cybersicherheitsbedrohungen für Hersteller
- Digitale Fertigung:Die Industrie von morgen
- Große Auswirkungen der ISO-Zertifizierung
- Coronavirus:Überlegungen für einen Notfallplan für die Lieferkette
- DMOS-Transistor:Erklärung seiner Fähigkeiten und Strukturen