


Schafttoleranzen, Spannzangenpassungen und h6-Vorteile
Der Schaft eines Schneidwerkzeugs ist einer der wichtigsten Teile eines Werkzeugs, da er für die Verbindung zwischen Spannzange und Werkzeug von entscheidender Bedeutung ist. Es gibt verschiedene Arten von Schäften mit jeweils eigenen Toleranzen und geeigneten Werkzeughaltermethoden. Eine der beliebtesten und effektivsten Werkzeughalterarten ist ein Schrumpfwerkzeughalter, der mit h6-Schäften funktioniert, aber was bedeutet das und welche Vorteile hat er? Wie unterscheidet sich dieser Schafttyp von einem Schaft mit Standard-Schafttoleranzen? Um diese Fragen zu beantworten, müssen wir zunächst die Prinzipien von Toleranzen erforschen.

Die Prinzipien der Toleranz
Definieren von Industriestandard-Toleranzen
Es gibt zwei Kategorien von Schafttoleranzen, mit denen Maschinisten und Ingenieure, die eine CNC-Maschine bedienen, vertraut sein sollten:Bohrungsbasis und Schaft- (oder Wellen-) Basis. Beim Lochbasissystem ist die minimale Lochgröße der Ausgangspunkt der Toleranz. Wenn die Lochtoleranz mit einem großen „H“ beginnt, hat das Loch eine positive Toleranz ohne negative Toleranz. Beim Schaftbasissystem ist die maximale Schaftgröße der Ausgangspunkt. Dieses System ist im Wesentlichen die gleiche Idee wie das Lochbasissystem, aber wenn die Toleranz stattdessen mit einem kleinen „h“ beginnt, hat der Schaft eine negative Toleranz und keine positive Toleranz.
Buchstabenbezeichnungen
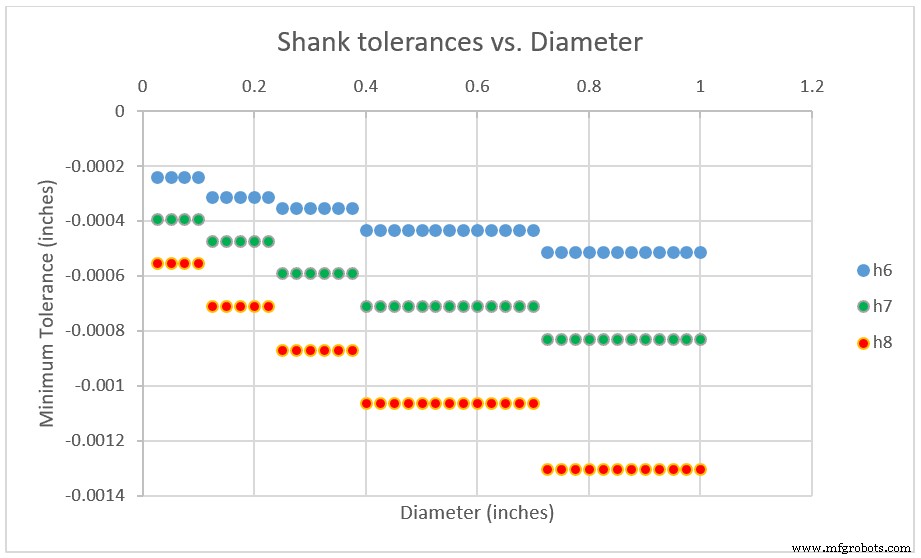
Die Toleranzgrenzen für einen Schaft oder eine Bohrung sind durch den entsprechenden Buchstaben der Abweichung gekennzeichnet. Beispielsweise hat der Buchstabe „k“ die entgegengesetzten Mindest- und Höchstbezeichnungen wie „h“. Toleranzen, die mit „k“ beginnen, sind ausschließlich positiv, während Toleranzen, die mit „h“ beginnen, ausschließlich negativ sind. Die Zahl nach dem gegebenen Buchstaben bezeichnet den International Tolerance (IT) Grad. Beispielsweise hat eine Toleranz mit der Zahl 6 einen kleineren Toleranzbereich als die Zahl 7, aber einen größeren als die Zahl 5. Dieser Bereich basiert auf der Größe des Schafts. Ein Loch mit einem Durchmesser von 0,030 Zoll hat eine h6-Toleranz von (+0,0000, -0,0002), während ein 1,00-Zoll-Loch ein h6-Toleranzband von (+0,0000, -0,0005) hat.
Es ist wichtig zu beachten, dass die meisten Quellen IT-Toleranzen in Millimetern auflisten, während die folgende Grafik in Zoll übersetzt wurde. Operationen, die eine präzisere Fertigung erfordern, wie z. B. Reiben, haben niedrigere IT-Klassen. Operationen, die eine nicht so präzise Fertigung erfordern, haben höhere IT-Grade.
Bevorzugte Spannzangenpassungen
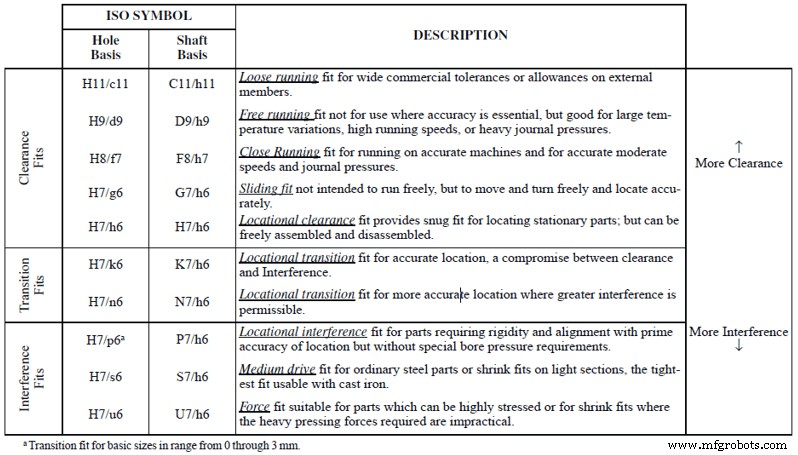
Unterschiedliche Arten von Kombinationen von Bohrungsbasis- und Schaftbasistoleranzen führen zu unterschiedlichen Arten von Spannzangenpassungen. Die folgende Tabelle bietet einen Einblick in einige verschiedene Arten bevorzugter Passungen und die jeweils erforderlichen Schafttoleranzen.
Schrumpfwerkzeughalter
Der Schrumpfhalter ist einer der beliebtesten Arten von Werkzeughaltern, da er besser anpassbar ist, wie aus der obigen Tabelle hervorgeht. Bei diesem Verfahren wird eine Spannzange erhitzt, um sich auszudehnen, und dann gekühlt, um sich um den Schaft eines Werkzeugs zusammenzuziehen. Bei Zimmertemperatur sollte sich ein Schneidwerkzeug nicht in einen Schrumpfhalter einführen lassen – erst wenn sich der Halter aufgrund starker Wärmeeinbringung thermisch ausdehnt, sollte das Werkzeug passen. Wenn der Halter abkühlt, wird das Werkzeug fester und fester an Ort und Stelle gehalten. Typischerweise wird ein Halter durch einen Ring von Spulen durch eine Induktionsheizung erhitzt. Es ist wichtig, den Halter gleichmäßig zu erhitzen und darauf zu achten, ihn nicht zu überhitzen. Dies könnte dazu führen, dass sich der gehaltene Schaft im Halter ausdehnt und stecken bleibt.

Vorteile von Schrumpf-Werkzeughaltern
- Griffkraft. Der Schaft wird bündig und gleichmäßig gegen den Halter gehalten, was zu einer festeren Verbindung führt.
- Geringer Rundlauf. Eine sicherere Verbindung führt zu einer längeren Werkzeugstandzeit und einer hochwertigeren Oberflächengüte.
- Bessere Balance für hohe Drehzahlen. Mit einer engeren Werkzeug-Halter-Verbindung besteht die Möglichkeit für aggressivere Laufparameter.
Erfahren Sie mehr über Werkzeughalter in unserem Webinar „Schneidwerkzeuge erklärt“
Schafttoleranzen zusammengefasst
Das Verständnis von Schafttoleranzen ist ein komplizierter Teil des Bearbeitungsprozesses, da es sich darauf auswirkt, welcher Werkzeughalter für Ihre Arbeit geeignet ist. Eine sichere Halterverbindung ist entscheidend für die Leistung des Werkzeugs in Ihrer Anwendung. Mit einem h6 Schrumpfhalter ergibt sich eine sichere Verbindung mit stärkerer Haltekraft. Allerdings können nur bestimmte Schäfte mit diesem Haltertyp verwendet werden. Von der einem Schaft zugeordneten Buchstabenbezeichnung bis hin zu Groß- oder Kleinbuchstaben ist jedes Detail entscheidend, um sicherzustellen, dass der Schaft Ihres Werkzeugs und der entsprechende Schrumpfhalter richtig passen.
CNC-Maschine
- Bedeutende Vorteile von Faserlaser-Schneidern
- 15 Vorteile von Laserschweißgeräten
- 10 erstaunliche Vorteile einer digitalen Schneidemaschine
- Mitarbeitervergütung:Ein leistungsstarkes, strategisches Werkzeug für Ihre Toolbox
- Vor- und Nachteile von hohen und niedrigen Schrägungswinkeln
- Warum die Anzahl der Flöten wichtig ist
- Gebräuchlichste Methoden der Werkzeugeingabe
- Einführung in das Trochoidalfräsen
- Wie man CNC-Bearbeitungsteile mit engen Toleranzen herstellt
- Hauptvorteile der Verwendung von Stempeln und Matrizen aus Werkzeugstahl