


Warum ist die Formschräge beim Spritzgießen so wichtig?
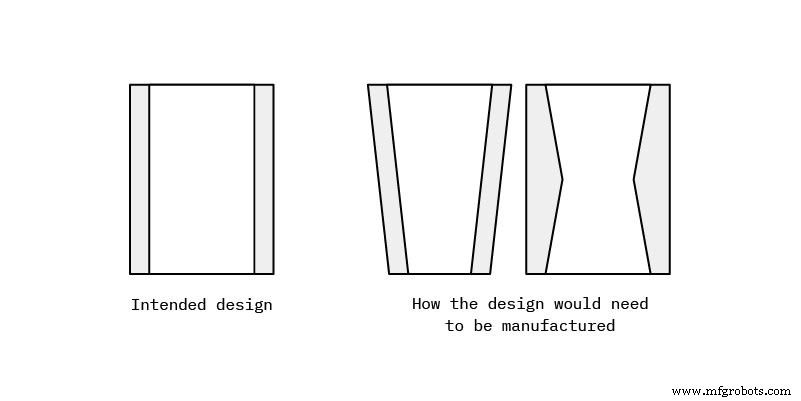
Das Entwerfen von Entformungswinkeln für das Spritzgießen kann mühsam sein. Als Designer und Ingenieure arbeiten wir gerne mit geraden, senkrechten Modellen, die einfach und intuitiv zu lesen, zu messen und zu modifizieren sind.
Wenn es jedoch an der Zeit ist, Komponenten basierend auf unseren Entwürfen herzustellen, müssen wir uns mit Trapezformen auseinandersetzen, die sich auf Funktionalität, Passform und Ästhetik auswirken können. Diese Trapezform ist das Ergebnis der Anforderung des Spritzgießens, Teile mit Entformungswinkeln zu gestalten.
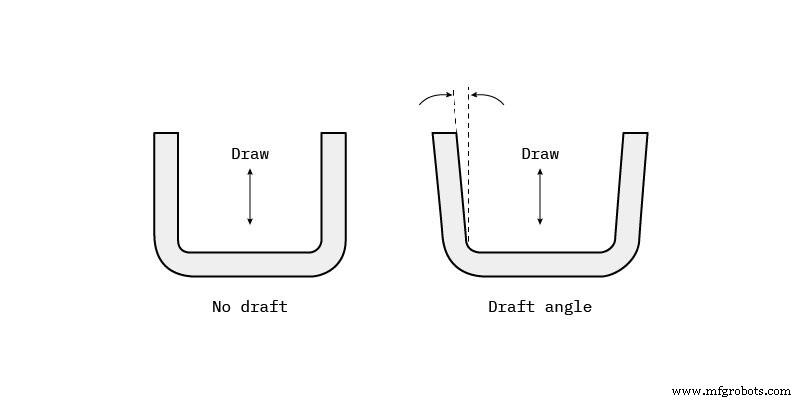
Was ist ein Entformungswinkel?
Ein Formschrägewinkel ist eine Verjüngung, die an den vertikalen Wänden der spritzgegossenen Komponente angebracht wird, um das Lösen des Teils aus der Form zu unterstützen.
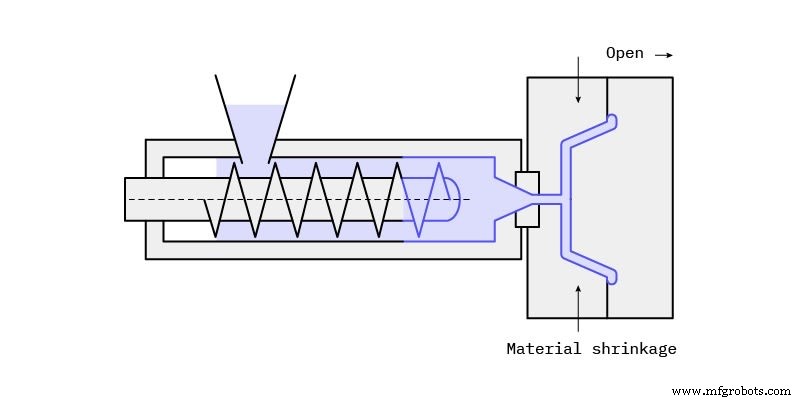
Formschrägen sind ein erforderliches Merkmal von spritzgegossenen kundenspezifischen Teilen. Ein Funktionsteil für den Spritzguss muss Entformungsschrägen aufweisen, die sowohl zur Kavitäts- als auch zur Kernseite weisen. Dadurch wird das Risiko einer Beschädigung der Teile verringert und sichergestellt, dass sie aus der Maschine ausgeworfen werden können.
Während der geschmolzene Kunststoff in die geschlossene Form fließt und den Hohlraum füllt, schrumpft das Material beim Abkühlen in der Form und greift dadurch den Kern.
Warum sind Entformungswinkel für das Spritzgießen unerlässlich?
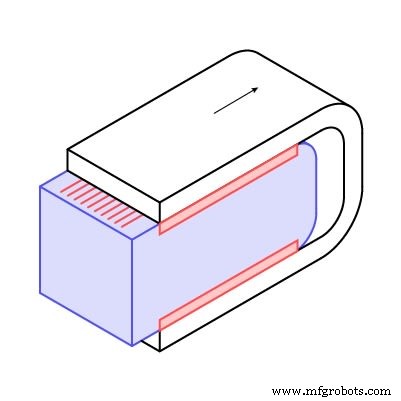
Ohne Verjüngung wird das Teil nicht nur zerkratzt herauskommen, sondern auch die Form wird ungewolltem Verschleiß standhalten. Dies verkürzt wiederum die Lebensdauer des Werkzeugs. Darüber hinaus können Sie das Teil in diesem Fall möglicherweise nicht auswerfen, was bedeutet, dass Sie die Produktion anhalten müssen, um das Teil manuell aus der Form zu lösen.
Wichtig ist auch, die Vakuumkräfte zu überwinden, indem Luft zwischen Metall und Kunststoff gelassen wird, damit sich das Teil richtig lösen kann. Das Hinzufügen eines angemessenen Entformungswinkels stellt sicher, dass ein Verziehen beim Auswerfen verhindert wird, während ein anständiges kosmetisches Finish beibehalten wird.
Beim Spritzgießen müssen Sie sich auch mit dem inhärenten Kompromiss zwischen dem Auswurfmechanismus und dem Kühlsystem auseinandersetzen - beide konkurrieren um Platz im Kern. Wenn Ihr Teil konstruktionsbedingt leicht zu lösen ist, erleichtern Sie das Auswerfen des Teils und geben dem Kühlsystem mehr Platz.
Anstatt zahlreiche Stifte oder Hülsen zu haben, um das Teil aus dem Kern zu drücken, bleibt viel Platz für Kühlkanäle, die Ihre Zykluszeit erheblich verkürzen. Als Ergebnis erhalten Sie einen wettbewerbsfähigeren Stückpreis für Ihr Projekt, was enorm vorteilhaft ist, wenn Sie hohe Produktionsmengen erreichen.
Praktische ErinnerungIm Durchschnitt entfallen 70 % der Zykluszeit beim Spritzgießen auf das Kühlen.
Warum ist es also so wichtig, Entwurfsschrägen hinzuzufügen?
-
Minimiert das Verziehen Ihrer Geometrie
-
Erhöht die Standzeit der Form
-
Verbessert die Oberflächenbeschaffenheit Ihrer Kunststoffteile
-
Reduziert die Kosten durch Verkürzung der Abkühlzeit
Wie entwirft man bessere Entformungswinkel?
Es gibt keine allgemeingültige Formel, die Ihnen genau sagen kann, wie Sie Formschrägen in Ihrem Design implementieren, aber es gibt einige Faktoren, die Sie berücksichtigen sollten:
Tiefe Taschen und Hohlräume
Tiefe Taschen und Hohlräume benötigen einen steileren Entformungswinkel, um das Vakuum und die Reibungskräfte zu überwinden, wenn das Teil aus dem Kern herausgedrückt wird.
Hubs Profi-Tipp
Teiltextur
Die Textur des Teils bestimmt die minimale Formschräge. Eine glattere Oberfläche, wie z. B. eine hochglanzpolierte Oberfläche, lässt sich leicht herausdrücken und verringert die Ausschussrate. Für leichte Texturen ist eine Schräge von 1-5 Grad angemessen. Komplexe Texturen wie Leder oder Schlangenhaut führen zu Mikrohinterschnitten und erfordern eine Formschräge von 5–12+ Grad.
Der Profi-Tipp von Hubs
Welches sind die besten Spritzgussmaterialien für Entformungswinkel?
Je stärker der Kunststoff thermisch schrumpft, desto größer muss der Verzug sein. Außerdem benötigen feste, spröde und abrasive Materialien naturgemäß eine größere Verjüngung als weiche, duktile oder selbstschmierende.
Nylon zum Beispiel ist sehr fehlerverzeihend und benötigt nicht unbedingt einen Verjüngungswinkel, obwohl eine standardmäßige Verjüngung von 2 Grad immer empfohlen wird.
| Material | Minimaler Formschrägewinkel* | Empfohlener Formschrägewinkel |
|---|---|---|
| Nylon | 0 | 1 |
| Polyethylen | 0,5 | 1.5 |
| PVC | 0,5 | 1.5 |
| PP | 1 | 2 |
| PC | 1.5 | 2 |
*Unter der Annahme perfekter Bedingungen
Was sind die wichtigsten Tipps und Tricks von Hubs zum Entwerfen von Formschrägen?
Entformungswinkel sind vielleicht nicht Ihre bevorzugte Designfunktion, aber der Aufwand lohnt sich. Ihre korrekte Gestaltung ist der Schlüssel zu wettbewerbsfähigen Kosten und möglicherweise zur Verkürzung der Vorlaufzeit.
Hier sind einige fortgeschrittene Tipps zum Entwerfen der besten Formschrägenwinkel für Ihre benutzerdefinierten Teile:
-
Integrieren Sie den Entwurf frühzeitig in Ihr Design. Wenn Sie das Teil mit 3D-Druck als Prototyp erstellen möchten, stellen Sie sicher, dass es bereits den Entwurf enthält, damit das Design Ihre Arbeit nicht wiederholen muss.
-
Zeichnen Sie sowohl die Kavität als auch die Kernseiten Ihres Teils. Der Kern (Innenflächen) benötigt aufgrund der Schrumpfrichtung des Materials eine etwas größere Formschräge.
-
Alle vertikalen Flächen müssen eine Formschräge haben. Dazu gehören Rippen und Zwickel, Buckel und Abstandselemente.
-
Je größer der Entformungswinkel, desto besser. Selbst ein Winkel von 0,5 Grad (das absolute Minimum für die meisten Materialien) ist besser als gar kein Formschrägewinkel.
-
Achten Sie auf die Referenzfläche, von der aus Sie zeichnen, und darauf, ob sich die Formschräge auf die Funktionalität oder Passung von Gegenstücken auswirkt.
-
Die Position der Trennlinie ist nicht immer offensichtlich. Wenden Sie sich frühzeitig an Ihren Lieferanten, um das endgültige Design rechtzeitig zu liefern.
-
Entwerfen Sie die Merkmale, die eine seitliche Aktion erfordern würden (seitliche Hohlräume und Vorsprünge).
Für eine detailliertere Anleitung zum Entwerfen von Merkmalen für das Spritzgießen haben wir genau die richtige Anleitung für Sie.
Häufig gestellte Fragen
Wie berechnet man Entformungswinkel beim Spritzgießen?
Im Allgemeinen wird empfohlen, mindestens 1 Grad Formschräge pro Zoll (2,54 cm) Formhohlraumtiefe hinzuzufügen. Abgesehen von der Tiefe beeinflussen andere Faktoren, wie Sie Ihre Entformungswinkel berechnen, sodass Sie bis zu zwei Grad pro Zoll hinzufügen können, dies jedoch nicht erforderlich ist.
Wie viel Grad sollten meine Formschrägen sein?
Während die Anwendung von 1 bis 2 Grad Formschräge pro Zoll Hohlraumtiefe ein guter Standard ist, sind bestimmte Winkel für bestimmte Situationen besser. Wir empfehlen beispielsweise, 0,5 Grad auf jeder vertikalen Seite Ihrer Komponenten anzuwenden. Für leichte Texturen (PM-T1) sind 3 Grad Verzug erforderlich, während für schwere Texturen (PM-T2) 5 oder mehr Grad Verzug vorgeschrieben sind.
Wann sollten Sie Entformungswinkel im Designprozess hinzufügen?
Das Hinzufügen von Formschrägen zu 3D-Druck- und CNC-Bearbeitungsdesigns ist nicht erforderlich, daher wird die Formschräge beim Prototyping (oder in anderen früheren Designphasen) häufig vergessen. Mit 3D-Druck und CNC-Bearbeitung müssen Sie sich keine Gedanken über das Auswerfen von Teilen aus einer Form machen. Wir empfehlen, Ihre Teile frühzeitig mit Entformungswinkeln zu konstruieren, damit Sie beim Spritzgießen größerer Teilemengen die Komponenten nicht neu konstruieren müssen, um sie an den Formprozess anzupassen.
Wie wirkt sich das Entformungswinkeldesign auf die Oberflächenbeschaffenheit aus?
Das Hinzufügen der richtigen Entformungswinkel ist unerlässlich, um Kratzer auf Ihren Teilen zu vermeiden. Thermoplaste schrumpfen beim Abkühlen in einer Form, wodurch genügend Spannung entsteht, um einen sauberen und einfachen Teileauswurf zu verhindern. Ohne die richtigen Entformungswinkel bekommt Ihr Teil Kratzer durch Spannungen in der Form und durch das Herausnehmen nach dem Abkühlen.
Wie gestalten Sie Freiwinkel für eine optimale Herstellbarkeit?
Die Befolgung unserer Richtlinien wird definitiv dazu beitragen, Ihr Design für die Herstellbarkeit zu verbessern. Wenn Sie weitere Fragen haben oder eine fachkundige DfM-Beratung wünschen, zögern Sie nicht, uns unter [email protected] zu kontaktieren .
Harz
- Spritzgussteil-Design Teil 5:Entwurf
- Spritzgussteil-Design Teil 4:Warp
- Spritzgussteil-Design Teil 3:Bosse
- Spritzgussteil-Design Teil 2:Einfallstellen
- 6 Gründe, warum Sie Design für die additive Fertigung in Betracht ziehen sollten
- Hochviskoses PEEK für Spritzguss und Extrusion
- Schaumstoffe zum Spritzgießen oder Formpressen
- Design for Manufacturability-Richtlinien – Teil 2
- Designtipps für Spritzguss
- Warum Design für die Fertigung wichtig ist