


Haas G73 CNC-Drehmaschine mit Abtragungszyklus für unregelmäßigen Pfad
Haas G73 Abtragzyklus mit unregelmäßigem Pfad
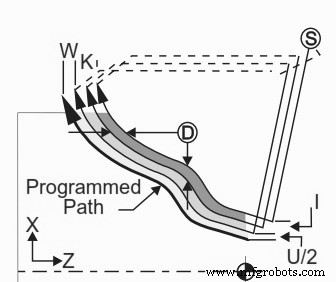
Der G73-Musterwiederholungszyklus wird am besten verwendet, wenn Sie eine konsistente Materialmenge sowohl auf der X- als auch auf der Z-Achse entfernen möchten.
Formatieren
G73 P80 Q180 U.01 W.005 I0.3 K0.15 D4 F.012
Haas G73 CNC-Drehmaschine mit Abtragungszyklus für unregelmäßigen Pfad
Parameter
D – Anzahl der Schnittdurchgänge, positive Zahl
I – Abstand und Richtung der X-Achse vom ersten bis zum letzten Schnitt, Radius
K – Abstand und Richtung der Z-Achse vom ersten bis zum letzten Schnitt
P – Anfangssatznummer der Schruppbahn
Q – Endsatznummer der Schruppbahn
U – X-Achsengröße und -richtung von G73 Schlichtaufmaß, Durchmesser
W – Z-Achsengröße u Richtung der G73 Schlichtzugabe
F – Zu verwendende Vorschubgeschwindigkeit im gesamten G73 PQ-Satz
S – Spindeldrehzahl zur Verwendung im gesamten G73 PQ-Satz
T – Werkzeug und Offset zur Verwendung im gesamten G73 PQ-Satz
Beispiel Haas G73
O0815 (Example) T101 (Select Tool 1) G50 S1000 G00 X3.5 Z.1 (Move to start point) G96 S100 M03 G73 P80 Q180 U.01 W0.005 I0.3 K0.15 D4 F.012 (Rough P to Q with T1 using G73) N80 G42 G00 X0.6 G01 Z0 F0.1 X0.8 Z-0.1 F.005 Z-0.5 G02 X1.0 Z-0.6 I0.1 G01 X1.4 X2.0 Z-0.9 Z-1.6 X2.3 G03 X2.8 Z-1.85 K-0.25 G01 Z-2.1 N180 G40 X3.1 G00 Z0.1 M05 (******Optional Finishing Sequence*****) G53 X0 (Zero for tool change clearance) G53 Z0 M01 T202 (Select tool 2) N2 G50 S1000 G00 X3.0 Z0.1 (Move to start point) G96 S100 M03 G70 P80 Q180 (Finish P to Q with T2 using G70) G00 Z0.5 M05 G28 M30
CNC-Maschine
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- Einfaches CNC-Drehbankbohren mit Fanuc G74 Peck Drilling Cycle
- CNC Fanuc G73 Musterwiederholungszyklus
- Haas CNC-Drehmaschinen-Handbuch kostenloser Download
- Gewindereparatur mit intuitivem Programmiersystem auf CNC-Drehmaschine von Haas
- C-Achsen-Drehbank-Programmierbeispiel mit angetriebenen Werkzeugen auf Haas CNC
- Programmiercode für Drehmaschinen mit angetriebenen Werkzeugen – Spindelausrichtung Haas CNC
- Definition angetriebener CNC-Drehmaschinen-Werkzeuge und zugehörige CNC-M-Codes von Haas
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung
- G-Codes und M-Codes für CNC-Maschinen – CNC-Fräsen und -Drehen