


NUM 760 T CNC-Programmbeispiel Konturdrehen mit Einstechen
Vollständiges Programmbeispiel für NUM CNC-Drehmaschinen, in diesem CNC-Programm wird zuerst die Außenkontur gedreht und dann mit einem separaten Werkzeug eine Nut bearbeitet.
- NUM CNC-Drehmaschinen-G-Codes
- NUM CNC-Drehmaschinen-MCodes
NUM 760 T Programmbeispiel
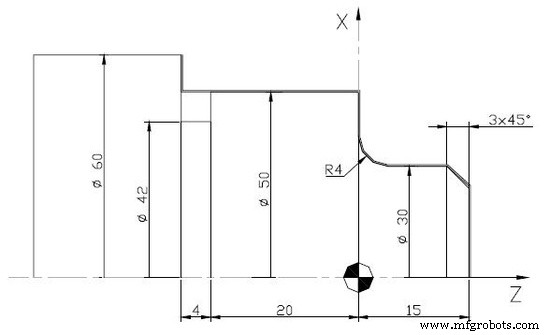
%159 N1 (AXE) N10 G90 G71 G80 G40 G92 S3000 N20 G0 G52 X0 Z0 (FINISHING CONTOUR) N30 T1 D1 M6 (TOOL#1) N40 G95 F0.08 N50 G97 S800 N60 M3 M42 N70 G0 X66 Z-24 N80 G96 S80 N90 G1 G41 X50 Z-24 M8 N100 Z0 M110 X38 N120 G3 X30 Z4 R4 N130 G1 X12 N140 X24 Z15 N150 X0 M9 N160 G97 S800 N170 G0 G40 X0 Z17 N180 G0 G52 X0 Z0 (Groove) N190 T4 D4 M6 (Tool#4) N200 G95 F0.05 N210 G0 X66 Z-24 N220 G96 S25 N230 G1 X42 M8 N240 G97 S800 N250 G0 X64 M9 N260 G0 G52 X Z0 M5 N270 M2
Beispiel für ein NUM-CNC-Fräsprogramm Außenkonturschneiden mit Bohren und Senken
Fanuc-Batterieaustauschverfahren
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- Fanuc CNC-Programmbeispiel
- Fanuc G20 Messung in Zoll mit CNC-Programmbeispiel
- Kegeldrehen mit modalem G90-Drehzyklus – CNC-Beispielcode
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Lokaler Haas-CNC-M97-Unterprogrammaufruf mit CNC-Programmbeispiel
- Beispielprogramm Sinumerik CYCLE81 Bohrzyklus – CNC-Drehen
- Grundlagen der CNC-Programmierung – Tutorials mit Beispielprogrammcode
- CNC-Drehzentrum-Programmierbeispiel
- Sinumerik CYCLE95 mit Kontur im aufrufenden Programmbeispiel