


Programmbeispiel Sinumerik CYCLE95 Innendrehen
Einreichen durch:Vikram
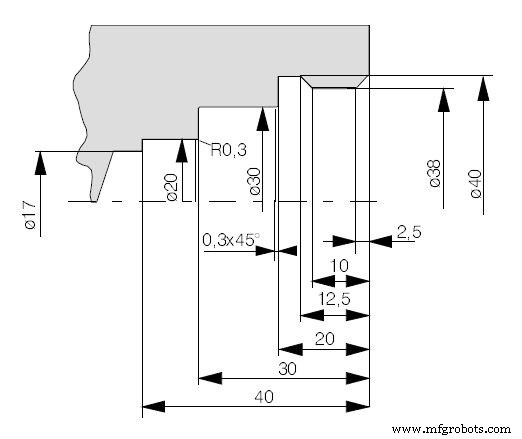
Zeichnung/Bild
CNC-Programm
G54
G53 G0 X610 Z350
T5 D1 G96 S250 M4 ; boring bar
CYCLE95("CONT3",3,0.05,0.3,0,0.3,0.1,0.12,11,0,0,0)
G0 X200 Z100
M30
Contour subprogram: CONT3
G1 X40 Z0 F0.12
X38 Z-2.5
Z-10
X40 Z-12.5
Z-20
X30 CHR=0.3
Z-30 F0.1
X20 RND=0.3
Z-40
X17
M17
Sinumerik CYCLE95 mit Kontur im aufrufenden Programmbeispiel
Sinumerik CYCLE95 Facing Programm CNC-Drehmaschine
CNC-Maschine
- Fanuc CNC-Programmbeispiel
- Fanuc G70 G71 Programmbeispiel für einen Schrupp- und Schlichtdrehzyklus
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Programmbeispiel L930 Kreistasche fräsen Sinumerik 840C
- Sinumerik L93 Einstechzyklus-Programmbeispiel
- Sinumerik L97 Gewindeschneidzyklus-Programmbeispiel für Außengewindeschneiden
- Beispielprogramm Sinumerik CYCLE81 Bohrzyklus – CNC-Drehen
- Beispielprogramm Sinumerik CYCLE82 Drilling Counterboring Cycle
- Sinumerik 810 CNC Fräsradius/Fasenprogramm Beispiel
- Programmierbeispiel Siemens Sinumerik Milling