


G82 Bohr-Festzyklus mit Verweil-CNC-Fräsbeispielprogramm
Der G82-Bohrzyklus mit Verweilzeit kann für normales Bohren verwendet werden, wenn der Boden des Lochs genauer bearbeitet werden muss.
Andernfalls, wenn Sie nur einen Bohrzyklus ohne Verweilzeit am Boden des Lochs wünschen, ist der G81-Bohrzyklus eine große Zeitersparnis.
Es folgt ein CNC-Programmierbeispiel, das die Verwendung des G82-Bohrzyklus veranschaulicht.
G82 Bohrzyklus CNC-Fräsbeispielprogramm
G82 Bohr-Festzyklus mit Verweil-CNC-Fräsbeispielprogramm
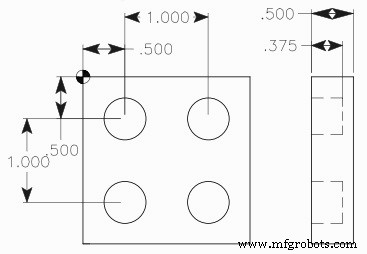
O10076 N10 T11 M06 N20 G90 G54 G00 X0.5 Y-0.5 N30 S1200 M03 N40 G43 H11 Z1. M08 N50 G82 G99 Z-0.375 P1 R0.1 F7.5 N60 X1.5 N70 Y-1.5 N80 X0.5 N90 G80 G00 Z1. M09 N100 G53 G49 Z0. M05 N110 M30
Hinweis N50 – CNC-Maschinen mit Fanuc-CNC-Steuerung verwenden P1000 anstelle von P1, das für Haas-CNC-Maschinen verwendet wird.
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- Fanuc G20 Messung in Zoll mit CNC-Programmbeispiel
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- CNC-Programmierbeispiel für G75-Festzyklus zum Einstechen
- G81 Bohrzyklus G83 Tiefenbohren mit G98 G99 Beispielprogramm
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- CNC G81 Bohrzyklus-Programmbeispiel
- CNC-Fräsmaschinen-Programmierbeispiel für Anfänger
- Fanuc G94 Facing Cycle CNC-Beispielprogramm
- ECS G82 Bohren mit Verweilzeit für Spanbruchzyklus