


Oberflächenbehandlung zum Kleben:Duroplaste vs. thermoplastische Verbundwerkstoffe
Die Oberflächenbehandlung – mit einer Methode zum Behandeln, Schleifen oder Reinigen eines Teils oder einer Materialoberfläche – kann entscheidend sein, um die notwendigen Eigenschaften für eine erfolgreiche Klebeverbindung, Beschichtung oder sogar Lackierung zu erreichen. Einige Methoden sind jedoch bei bestimmten Materialien effektiver als andere.
Laut Giles Dillingham, CEO und leitender Wissenschaftler bei BTG Labs (Cincinnati, Ohio, USA), muss die Oberflächenbehandlung von Materialien zum Kleben, Beschichten oder Versiegeln drei Dinge erreichen:
- Reinigung: Dies bedeutet, dass die Menge schädlicher Verunreinigungen auf der Oberfläche auf ein Niveau reduziert wird, bei dem ein inniger (molekularer) Kontakt des Klebstoffs mit der Oberfläche erreicht wird. Alles, was diesem Kontakt im Wege steht, ist eine Verunreinigung, die durch eine Vielzahl von Reinigungstechniken entfernt oder auf ein ungefährliches Maß reduziert werden muss.
- Aktivierung: Die saubere Oberfläche muss chemisch aktiv genug sein, um primäre oder sekundäre chemische Bindungen mit dem Klebstoff zu bilden. Eine saubere, chemisch inerte Oberfläche kann nicht die chemischen Bindungen bilden, die für eine starke und zuverlässige strukturelle Haftung erforderlich sind.
- Stabilisierung: Die Oberfläche muss gegen Abbau (normalerweise bedeutet dies Oxidation) beständig sein, wenn sie der Betriebsumgebung ausgesetzt wird. Die Sauberkeit und chemische Aktivität der Oberfläche muss bis zum eigentlichen Klebe- oder Beschichtungsvorgang aufrechterhalten werden.
Die relative Bedeutung dieser drei Aspekte der Oberflächenbehandlung hängt laut Dillingham von der betrachteten Materialklasse ab. Metalle haben beispielsweise sehr hohe Oberflächenenergien, d. h. die Oberflächen sind chemisch hochreaktiv und verschmutzen schnell. Die Oberflächenbehandlung von Metallen konzentriert sich auf die Reinigung und die Bildung eines stabilen Oxids. Bei Verbundwerkstoffen ist für erfolgreiches Verbinden und Beschichten ein anderer Ansatz erforderlich, da duroplastische und thermoplastische Polymere relativ niedrige Oberflächenenergien aufweisen und daher nicht so leicht kontaminieren wie Metalle und relativ stabil gegenüber Umwelteinflüssen sind. Diese gleichen Eigenschaften machen es jedoch weniger wahrscheinlich, dass Klebstoffe an Verbundwerkstoffen haften. Daher konzentriert sich die Oberflächenbehandlung von Verbundwerkstoffen in der Regel auf den zweiten oben aufgeführten Faktor:die Erhöhung der Oberflächenenergie, damit eine starke Verbindung mit einem Klebstoff hergestellt werden kann.
Bestimmung der Oberflächenenergie

Obwohl die Oberflächenenergien im Allgemeinen niedrig sind, können sie in verschiedenen Materialien und Verbundteilen variieren, und die Oberflächenbehandlungen variieren entsprechend. Laut Dillingham ist die Fähigkeit, schnell und quantitativ zu messen Die Oberflächenenergie eines Objekts oder Materials ist der erste wichtige Schritt zum Entwerfen, Implementieren oder Verstehen der richtigen Oberflächenbehandlung.
Es gibt mehrere Ansätze zum Testen der Oberflächenenergie; Eine beliebte Technik, die BTG Labs häufig verwendet, besteht darin, den Kontaktwinkel zu messen, den ein Flüssigkeitstropfen auf der Testoberfläche bildet. Wenn die Flüssigkeit bei dieser Methode beim Kontakt mit der Oberfläche perlt, deutet dies darauf hin, dass sie nicht von der Oberfläche angezogen wird. Wahrscheinlich wird auch ein Klebstoff oder eine Farbe nicht stark von dieser Oberfläche angezogen, und die Haftung wird schlecht sein. Kontamination ist eine Ursache dafür, dass eine Oberfläche einen Flüssigkeitstropfen auf diese Weise abstößt.
Wenn sich die Flüssigkeit jedoch leicht ausbreitet und nicht perlt, deutet dies darauf hin, dass die Oberfläche die Flüssigkeit stark anzieht. Eine solche Oberfläche weist eine hohe chemische Energie auf und haftet im Allgemeinen gut an einem Klebstoff. Dillingham stellt fest, dass eine Verunreinigung mit einem Tensid, wie beispielsweise Seife, auch dazu führt, dass sich Flüssigkeiten auf einer Oberfläche ausbreiten, dass jedoch eine durch Tenside induzierte Benetzung leicht anhand der Ausbreitungsgeschwindigkeit der Flüssigkeit unterschieden werden kann.
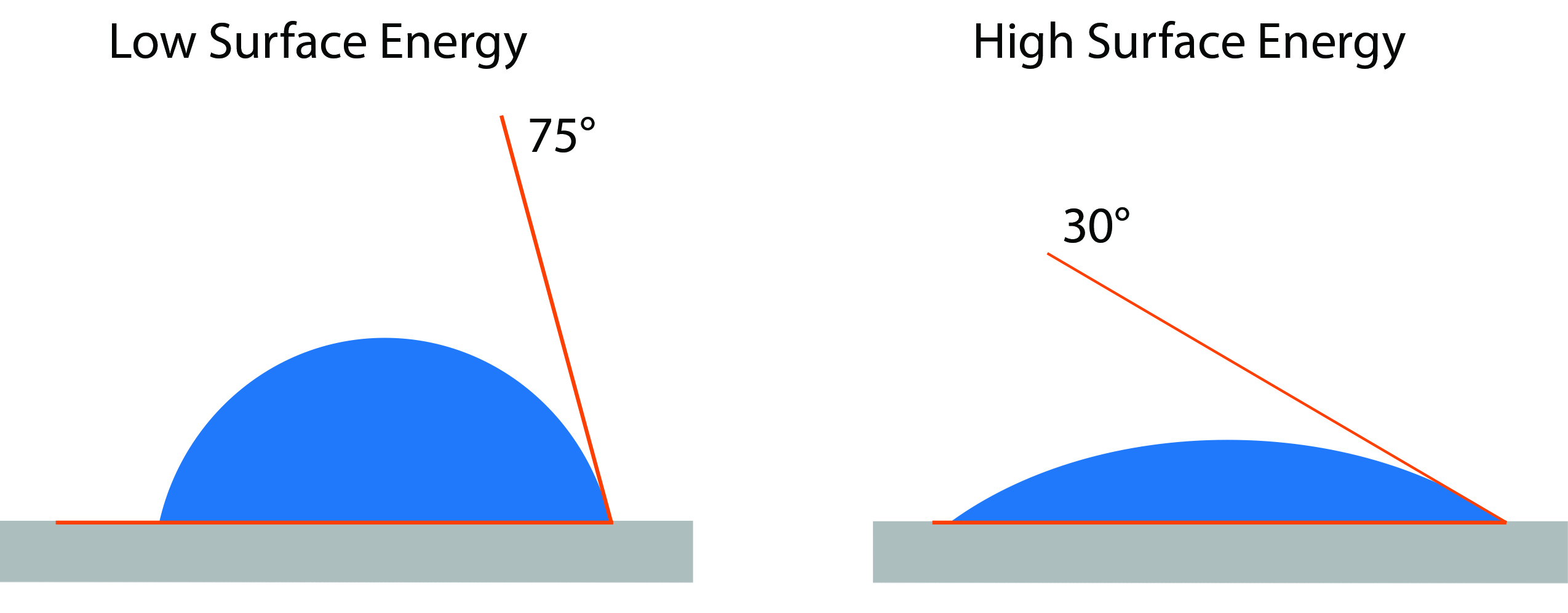
Der Winkel zwischen einem Flüssigkeitstropfen und der Oberfläche – also der Kontaktwinkel (siehe Bild links) – gibt einen Wert auf die Anziehungskraft der Oberfläche für die Flüssigkeit. Es gibt mehrere Faktoren, die den angestrebten Kontaktwinkel für eine gute Klebeverbindung auf einer bestimmten Oberfläche bestimmen, einschließlich ob die Haftung über eine Überlappungsfuge oder einen Doppelkragträger (DCB) bewertet wird. Im Allgemeinen weisen niedrige Kontaktwinkel (von 0 Grad bis ~30-40 Grad) auf eine saubere, hochenergetische Oberfläche hin, die eine gute Haftung auf Klebstoffen und Farben gewährleistet; große Winkel (60-90 Grad oder mehr) weisen auf eine niederenergetische oder kontaminierte Oberfläche hin, auf die sich im Allgemeinen nur schwer kleben lässt. Ein Kontaktwinkel im Bereich von 40-60 Grad ist weniger eindeutig:Dies kann auf eine weniger vorhersehbar saubere und klebebereite Oberfläche hinweisen als eine mit einem niedrigeren Kontaktwinkel, die jedoch nicht so sicher ist, dass sie schwache Verbindungen erzeugt wie eine Oberfläche, die Kontaktwinkelmessungen über diesem Bereich erzeugt.
Duroplaste vs. Thermoplaste
Duroplastische Verbundwerkstoffe (wie Epoxide, Polyimide, Bismaleinimide) und thermoplastische Verbundwerkstoffe (wie PAEK, PEEK, PEKK und Polyphenylensulfid) haben unterschiedliche Oberflächeneigenschaften und erfordern unterschiedliche Strategien zur Oberflächenvorbereitung.
In einigen Fällen, sagt Dillingham, können duroplastische Harze von Oberflächenfilmen profitieren, die die chemische Reaktivität der Verbundoberfläche erhöhen sollen. Diese Oberflächen zeigen nach dem Entfernen der Abziehschicht typischerweise Wasserkontaktwinkel im Bereich von 30 Grad und sind normalerweise verklebbar. In anderen Fällen, in denen die Polymeroberfläche besonders unreaktiv ist, betragen die Wasserkontaktwinkel etwa 50-60 Grad, und für eine gute Haftung können Oberflächenbehandlungen erforderlich sein.
Eine andere Oberflächenbehandlungstechnik, die bei duroplastischen Verbundwerkstoffen einige Erfolge erzielt hat, ist das Abtragen, das manuell oder durch Sandstrahlen durchgeführt wird. Nach Dillingham funktioniert Abrasion, weil duroplastische Matrixharze spröde Polymere sind, die unter Abrieb durch tatsächliches Brechen der Polymerketten brechen, um eine chemisch aktive Oberfläche zu erzeugen. Diese Oberfläche kann mit einem Klebstoff reagieren, um eine starke, stabile Grenzfläche zu bilden. Je nach chemischer Zusammensetzung des duroplastischen Polymers kann durch Abrieb der Wasserkontaktwinkel um 10 Grad oder mehr reduziert werden, was für eine gute Haftung ausreichend sein kann.
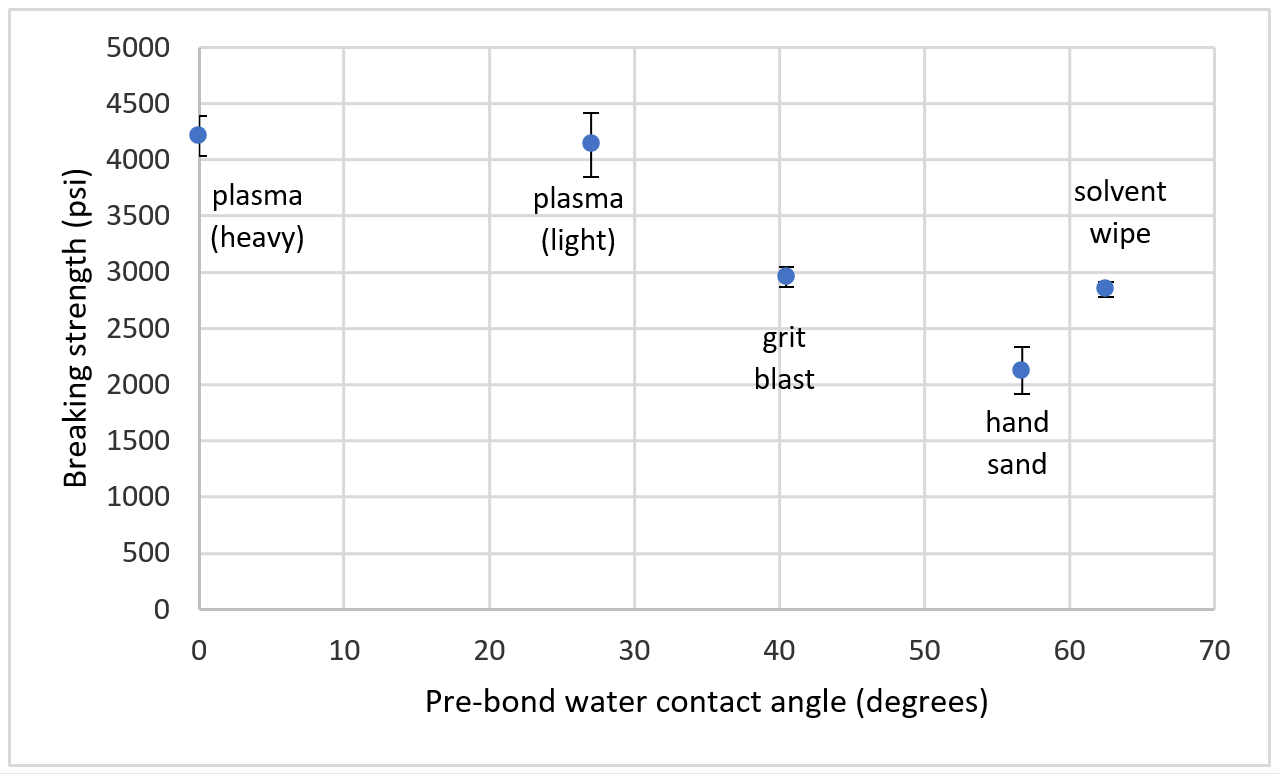
Thermoplastische Polymere verhalten sich jedoch anders als duroplastische Polymere. Da die Polymerketten durch die Vernetzung nicht in ein starres Netzwerk eingebunden werden, neigen sie laut Dillingham dazu zu fließen, sich also plastisch zu verformen — eher unter Abrieb als Fraktur. Obwohl ein abgeriebener thermoplastischer Verbundstoff rau sein kann, ist er chemisch immer noch nicht reaktiv und kann keine gute Verbindung mit einem Klebstoff, einer Beschichtung oder einem Dichtmittel herstellen. Außerdem ändern sich die Wasserkontaktwinkel auf diesen Oberflächen im Allgemeinen durch Abrieb nicht signifikant. Bei thermoplastischen Verbundwerkstoffen können Plasmabehandlungen eine wirksame Methode zur Erhöhung der Oberflächenenergie sein. Die obige Abbildung zeigt die Überlappungsfestigkeit (vertikale Achse) gegenüber dem Kontaktwinkel (horizontale Achse) für PEKK, das mit Solvay 377S-Filmklebstoff verklebt wurde. Den Daten zufolge verbesserten Lösungsmittelabwischen, Handschleifen und Sandstrahlen die Verbindungsfestigkeit in diesem Fall nicht, während Plasmabehandlungen die Festigkeit um>30% erhöhten. Darüber hinaus versagten die plasmabehandelten Proben im Klebstoff kohäsiv, während die anderen Proben zumindest teilweise an der Grenzfläche zwischen dem Klebstoff und dem Substrat versagten.
Starke, zuverlässige Klebeverbindungen, die für strukturelle Zwecke geeignet sind, sind zwischen den meisten Konstruktionsmaterialien erreichbar, schlussfolgert Dillingham. Oberflächenbehandlungen, die für eine Materialklasse gut funktionieren, sind jedoch möglicherweise für eine andere nicht geeignet; Oberflächenbehandlungen müssen unter Berücksichtigung der spezifischen chemischen Eigenschaften des Substrats und des Klebstoffs entwickelt werden. Die meisten Anwendungen für thermoplastische Verbundwerkstoffe erfordern Behandlungen, die die Oberflächenenergie noch stärker erhöhen als duroplastische Verbundwerkstoffe, daher sollten Oberflächenbehandlungen anders behandelt werden. Die Kombination von Oberflächenbehandlungen mit geeigneten Mess- und Kontrollstrategien stellt sicher, dass Oberflächenbehandlungen effektiv und zuverlässig sind.
Harz
- Hochwertige Werkzeuge für Duroplast-Verbundwerkstoffe
- Thermoplastisches Waben-Sandwich zum Umspritzen in dünnere, leichte Verbundwerkstoffe
- Fehlerbehebung beim Thermoformen von thermoplastischen Verbundwerkstoffen
- Thermoplastische Verbundwerkstoffe:Strukturelle Stoßstangenhalterung
- Solvay, Leonardo eröffnen gemeinsames Forschungslabor für thermoplastische Verbundwerkstoffe
- CompositesWorld und ITHEC sind Partner für thermoplastische Verbundwerkstoffe 3-tägige virtuelle Veranstaltung
- Thermoplastische Tür eine Premiere für Automobilverbundwerkstoffe
- LANXESS erweitert Produktionskapazität für endlosfaserverstärkte thermoplastische Verbundwerkstoffe
- Schweißen von thermoplastischen Verbundwerkstoffen
- Oberflächenbehandlung für präzisionsgefertigte Flugzeugteile