


Messung der Qualität von thermoplastischen Prepreg-Bändern für die Teileprozesskontrolle
Sowohl die Luft- und Raumfahrt als auch die Automobilindustrie sind an Anwendungen mit thermoplastischen Prepreg-Bändern interessiert. Erwartungsgemäß wird die Qualität der Fertigteile maßgeblich von der Qualität des Rohmaterials für das Laminat beeinflusst. Obwohl thermoplastische Prepreg-Bänder seit Jahrzehnten verwendet werden, hat sich das Streben nach Qualität verstärkt, da viele versuchen, sich vor Ort ohne weitere Anwendung von Druck oder Hitze zu konsolidieren. Die französische Entwicklungs- und Fertigungsorganisation Cetim (Nantes, Frankreich) hat ein System zur Qualitätssicherung dieser Materialien entwickelt, das wiederum die Qualitätskontrolle für Fertigteile verbessert.
Bandqualität für in-situ-Konsolidierung erforderlich
Cetim hat mehrere Technologien zur Herstellung von thermoplastischen Verbundteilen entwickelt. Eine umfasst eine Laser-Filament-Wickelmaschine für thermoplastische Prepreg-Bänder. Ziel der Maschine ist die Herstellung von Tank- und Rohranwendungen, die bisher auf metallische und duroplastische Verbundwerkstoffe beschränkt waren.
Dieses thermoplastische Wickelverfahren basiert auf dem gleichen Konzept wie das Wickeln von duroplastischen Filamenten, jedoch mit einem anderen, in-situ-Konsolidierungsschritt. Bei thermoplastischen Verbundwerkstoffen erwärmt ein Laser – wie er bei der automatischen Faserplatzierung (AFP) von thermoplastischen Prepreg-Bändern verwendet wird – einen bestimmten Bereich des Bandes, um die thermoplastische Matrix auf ihren Schmelzpunkt zu erhöhen. In diesem Schmelztemperaturbereich wird die Verfestigung des Bandes erreicht, während die Matrix unter Druck durch eine Trommel geschmolzen wird. Aufeinanderfolgende Lagen des Teils werden gestapelt und während des Wickelns konsolidiert.
Wie die Industrie jedoch in den letzten zehn Jahren bei der Entwicklung automatisierter Bestückungsmethoden festgestellt hat, ist es notwendig, das thermische und physikalisch-chemische Verhalten dieser thermoplastischen Bänder zu verstehen, um Teile mit zuverlässigen Eigenschaften und Leistung herzustellen. Zum Beispiel muss das Band konstante Abmessungen und eine sehr geringe Porosität aufweisen, um Temperaturschwankungen während des Auftragens zu vermeiden, die zu einer schlechten Verfestigung zwischen den Schichten führen könnten.
Um in der Prozessentwicklung für thermoplastische Verbundwerkstoffe erfolgreich zu sein und die Qualität von in-situ konsolidierten Teilen effizient bewerten zu können, hat Cetim daher vier Qualitätssicherungsprüfungen über den gesamten Herstellungszyklus entwickelt:dimensional (wie empfangen), thermisch (wie erhitzt), inline ( wie verfestigt) und die Energie, die zum Auseinanderziehen der Bandschichten nach der Verfestigung erforderlich ist.
Dimensionskontrolle
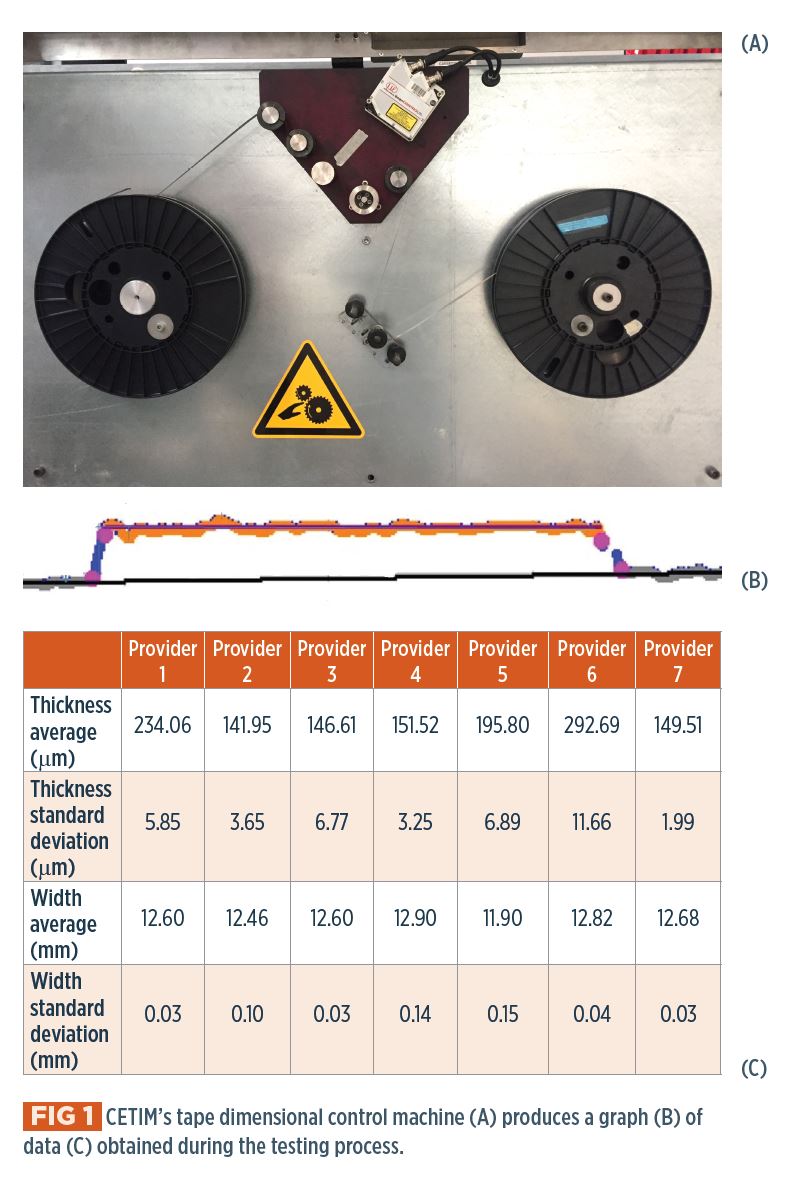
Diese erste Prüfung findet vor der Verwendung statt. Sein Ziel ist es, die Dicke und Breite des Bandes entlang seiner Länge schnell zu bewerten. Die Prüfmaschine ist mit einem Laser, einer Kamera zur Erfassung des reflektierten Lasersignals und einem Sensor zur Messung der abgerollten Bandlänge ausgestattet. Das Verfahren umfasst das Abwickeln des Bandes von der versandfertigen Spule auf eine leere Spule. Während dieses Vorgangs liefern Laser und Kamera Lichtdaten über die gesamte Breite des Bandes und über die gesamte gemessene Länge. Die Verarbeitungssoftware interpretiert die Daten und zeigt in Echtzeit ein Diagramm der Variation der Bandbreite entlang der x-Achse und der Banddicke entlang der y-Achse (Abb. 1). Dadurch können Breiten- oder Dickenfehler visuell erkannt werden und die Maschinensoftware zeigt automatisch Warnungen an, wenn Maßtoleranzen überschritten werden. Nach Abschluss des Tests können Daten der Bandbreiten- und Dickenschwankungen leicht abgerufen werden (Tabelle in Abb. 1) und es ist auch möglich, eine statistische Verarbeitung anzuwenden.
Thermische und mikrografische Kontrollen
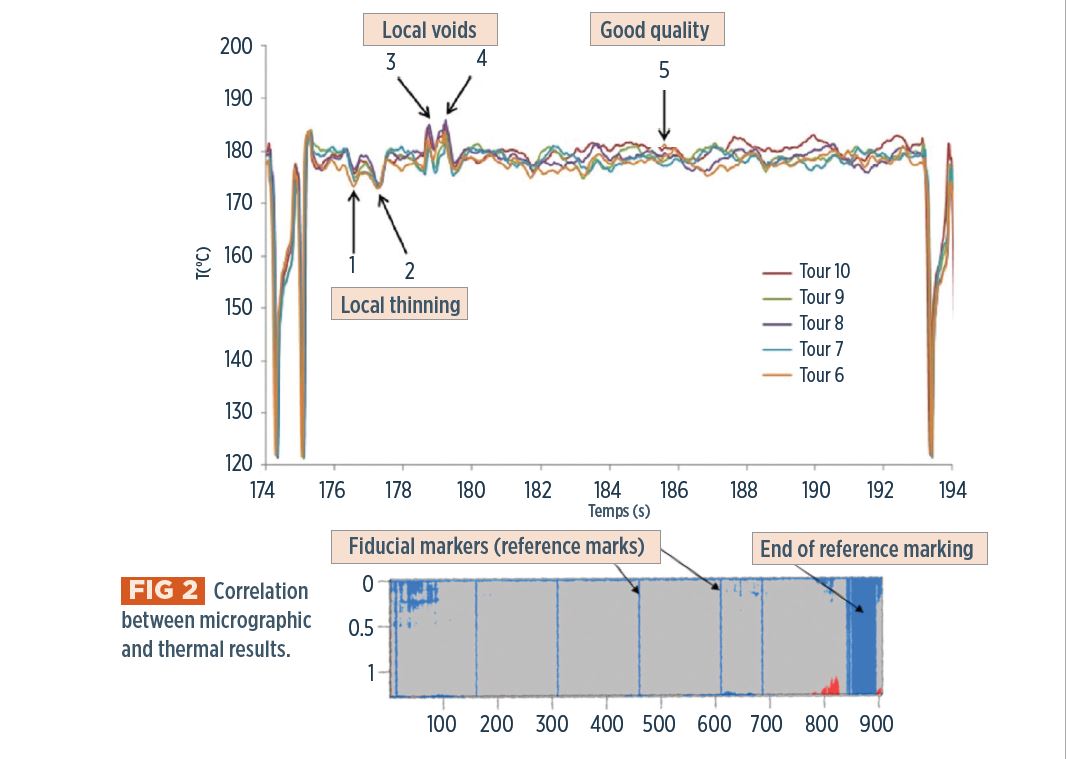
Die zweite Prüfung bewertet Fehler, die das thermische Verhalten des Bandes während des Erhitzens (in diesem Fall durch Laser) beeinflussen, einschließlich Dimensionsänderung, Adhäsion/Delamination zwischen Fasern und Matrix, Porosität und Oberflächenzustand vor Herstellung. Die Technik umfasst das Scrollen des Bandes vor einem Laser mit geringer Leistung und die Verwendung einer Wärmebildkamera, um ein Bild der erzeugten Temperaturschwankungen zu erfassen. Diese Inhomogenitäten bei der Erwärmung identifizieren fehlerhafte Bereiche, in denen Porosität, trockene Fasern oder Oberflächenrauhigkeit das lokale thermische Verhalten verändern. Nach der Datenverarbeitung ist es möglich, Bilder zu erhalten, die eine räumliche Darstellung der thermischen Reaktion des Bandes (Abb. 2) einschließlich Abweichungen zeigen, wobei Rot Bereiche darstellt, die wärmer sind und Blau Bereiche darstellt, die kälter als die gewünschte Verarbeitungstemperatur sind.
Es ist auch möglich, die Prozesszeit (x-Achse) über der Bandtemperatur (y-Achse, Abb. 2) grafisch darzustellen. Cetim hat diese Ergebnisse mit Porositätsmessungen aus mikroskopischen Aufnahmen von Bandabschnitten korreliert. Dies sind Abschnitte des Bandes, wie es ankommt, und/oder Abschnitte von Endteilen, die unter einem Digitalmikroskop betrachtet werden und qualitative Informationen wie Faserverteilung, spezifische Art von Defekten, Porosität usw. liefern. Obwohl sie hilfreich sind, um die Korrelation zwischen der Bandtemperatur zu ermitteln Ansprechverhalten und Teilequalität sind diese mikrographischen Prüfungen teuer, zerstörerisch und erlauben nur eine abschnittsweise, nicht durchgehende Analyse des Bandes über die gesamte Länge.
Cetim hat diese Untersuchungsarbeit jedoch abgeschlossen und die Ergebnisse des Temperaturreaktionstests des Bandes mit den Ergebnissen der mikroskopischen Schnitte korreliert. Diese Ergebnisse zeigen die Wirksamkeit dieser umfassenden Kontrolle für thermoplastische Bänder, und es wird eine noch effizientere Datenverarbeitung entwickelt.
Inline-Steuerung
Diese Kontrolle besteht darin, direkt während des Fertigungsprozesses inline zu bestimmen, ob das produzierte Teil konform ist. Dieser Vorgang basiert auf der direkten Überwachung wesentlicher Fertigungsparameter wie gemessene Temperaturen, Laserleistung, Bandgeschwindigkeit und Walzendruck auf das Band. Die digitale Verarbeitung dieser Daten ermöglicht eine visuelle und automatische Synthese der Fertigungsqualität.
CETIM hat ein Dashboard entwickelt, um einen Überblick über die Prozessparameter während der gesamten Fertigung zu geben. Die Datenanalyse erfolgt mit der MATLAB-Software und ermöglicht die Implementierung eines Warnschwellenwerts sowie das Heranzoomen des Bereichs außerhalb des Geltungsbereichs zur Analyse der Abweichungsursache (z. B. Bandqualität, geometrische Fehlanpassung oder Maschinenfehler).
Es soll besonders effektiv sein, um die Produktion von Teilen mit einfachen Geometrien (zB einer Platte, einem Rohr oder einem Ring) zu überwachen; Bei Teilen mit komplexer Geometrie ist die Generierung jedoch komplexer.
Schältest
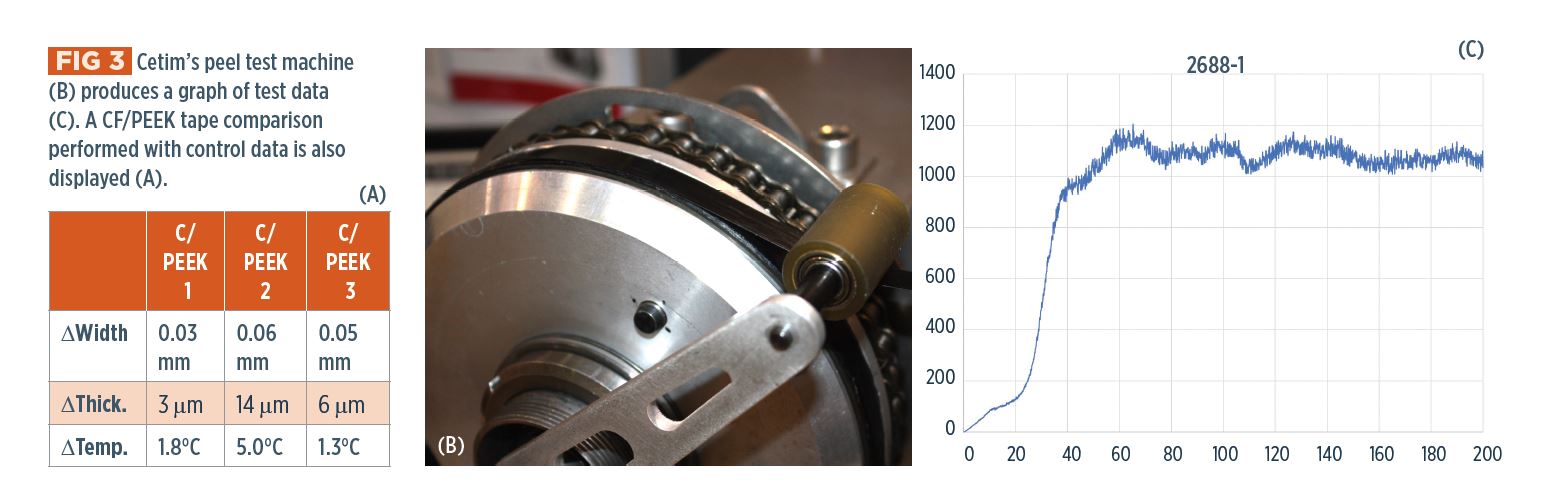
Diese Endkontrolle wurde von Cetim in Zusammenarbeit mit dem Prüfstandsspezialisten LF Technologies (Saint-Hilaire-de-Riez, Frankreich) entwickelt. Es ermöglicht in wenigen Minuten die Beurteilung der Zwischenschichthaftung der Bänder. Die Messungen werden an Proben durchgeführt, die als "Ringe" bezeichnet werden und durch Wickeln und in-situ-Konsolidieren mehrerer Bandrunden um ein einfaches Rohr hergestellt werden. Diese verfestigten Ringe werden dann auf die linke Trommel der Prüfmaschine gelegt (Abb. 3) und mit der rechten Trommel abgewickelt. Mehrere Parameter können eingestellt werden, einschließlich Geschwindigkeit und Schälwinkel, letzterer über einen Arm mit einer Rolle an seinem Ende. Sobald der Test abgeschlossen ist, extrahiert ein automatisiertes Datenverarbeitungssystem die Änderung der Abziehenergie über die Länge des abgewickelten Bandes und stellt die Daten grafisch dar. Dieser Test ermöglicht eine relativ schnelle und kostengünstige Bewertung der optimalen Fertigungsparameter.
Verbesserte Produkt- und Prozesskontrolle
Die Kontrolle der Qualität von thermoplastischem Prepreg-Band ermöglicht es Herstellern von Verbundteilen, die Qualität ihrer Produkte zu kontrollieren. Die Nichteinhaltung einer dieser Kontrollen ermöglicht es, die Ursache des Problems zu ermitteln und es somit effektiv und schnell zu beheben. Tatsächlich bieten diese Prüfungen eine Art Flussdiagramm zur Qualitätssicherung:
- Kommt das Problem vom Bandrohmaterial?
Verifizieren Sie durch dimensionale und thermische Prüfungen, die mit der mikrographischen Analyse des begrenzten Schnitts korreliert sind. - Kommt das Problem aus der Herstellungsphase?
Verifizierung durch Inline-Inspektion und Schältest.
Mit diesen Prüfungen kann Cetim effizient Material-Benchmarks durchführen, um die am besten geeigneten Bänder für eine bestimmte Anwendung auszuwählen. Die Tabelle in Abb. 4 veranschaulicht ein Beispiel, in dem das beste Kohlefaser-/PEEK-Band für eine Hochleistungs-Verbundwerkstoffanwendung bewertet wird. Ein weiteres Beispiel ist noch in Bearbeitung, Cetims Evaluierung eines kostengünstigen Klebebands für die Entwicklung von Wasserstoffspeichertanks aus thermoplastischen Verbundwerkstoffen für zukünftige Brennstoffzellenfahrzeuge. Cetim ist an F&E-Projekten beteiligt, in denen die relativen Vorteile von Thermoplasten im Vergleich zu aktuellen Druckbehältern aus duroplastischem Verbundwerkstoff bewertet werden. Cetim arbeitet im Rahmen privater Forschungsvereinbarungen mit mehreren Unternehmen weltweit an der Entwicklung von Anwendungen der thermoplastischen In-situ-Konsolidierung.
Über die Autoren
Damien Guillon kam 2009 zu Cetim, nachdem er einen Abschluss in Luftfahrttechnik und einen Ph.D. zum Crashverhalten von Verbundwerkstoffen. Er arbeitete als Leiter des Testlabors und als Experte für das Design von Verbundwerkstoffen, bevor er F&E-Manager des Polymers &Composites-Teams wurde.
Yoann Le Friant und Luc Poitevin kamen 2018 bzw. 2017 als F&E-Projektleiter zu Cetim, nachdem sie ihren Master in Maschinenbau erworben hatten. Die aktuelle Arbeit von Le Friant umfasst die Lebensdauervorhersage von Polymerteilen und die Kontrolle der Qualität thermoplastischer Bänder. Er ist auch für die Materialauswahlberatung von Cetim verantwortlich. Poitevin arbeitet an der Teileentwicklung für die Raumfahrtindustrie mit thermoplastischen Prozessen und der Integration komplexer Funktionen.
Harz
- Beste Methoden zur Qualitätskontrolle für die industrielle Metallveredelung
- Qualitätskontrolle in Echtzeit:Welches System ist das richtige für Sie?
- Entwicklung einer effektiven Qualitätskontrolle
- Materialien Teil 1:Was das Glühen für Ihren Prozess tun kann
- 6 Tipps zur Verbesserung der Qualitätskontrolle in Ihrer Werkstatt
- 8 unverzichtbare Qualitätskontrollverfahren für die Lebensmittelindustrie
- Anpassung von Ultraschallsensoren für die Optimierung und Steuerung von Verbundwerkstoffprozessen
- Zero Waste:Neuer Prozess, Ausrüstung recycelt Prepreg, Bandabfälle
- Was ist Qualitätskontrolle?
- Arten von Qualitätskontrollmethoden, die für Sandgussteile verwendet werden