


Best Practices zum Schmieren von API-Kreiselpumpen-Lagergehäusen
Immer mehr Werke haben das Ziel, die Mean Time Between Repairs (MTBR) für ihre rotierenden Geräte zu verlängern, darunter Kreiselpumpen für den Einsatz in der Erdöl-, Petrochemie- und Erdgasindustrie. Die Maximierung der Schmierwirkung bei API-Prozesspumpen wird einen großen Beitrag zur Erreichung dieses Ziels leisten.
In diesem Artikel erfahren Sie, wie Sie die Lager in API-Prozesspumpen optimal schmieren, einschließlich Daten zu Scheibenschmierung im Vergleich zur Ölringschmierung, zur Aufrechterhaltung des richtigen Niveaus und zur Kontrolle der Verschmutzung. Richtig geschmierte Lager mit minimaler Verschmutzung funktionieren bei niedrigeren Temperaturen und über längere Zeiträume.
Einführung
Dieser Artikel konzentriert sich auf horizontale API-Kreiselpumpen (American Petroleum Industry), viele der Themen/Konzepte können jedoch auch auf ANSI-Pumpen angewendet werden. Es wurden verschiedene Studien durchgeführt, warum Wälzlager vorzeitig ausfallen, und durchweg kann die Ursache Nr. 1 auf eine schlechte Schmierung zurückgeführt werden. In einer Studie wurde festgestellt, dass 50 Prozent der Schäden durch mangelhafte Schmierung verursacht werden. Schlechte oder mangelhafte Schmierung kann klassifiziert werden als:
• Falsches Schmiermittel
• Falsche Schmierstoffmenge
• Verunreinigtes Schmiermittel
• Schmiermittelabbau
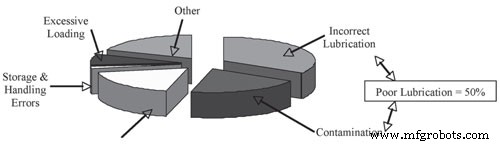
Abbildung 1:Typische Ursachen für Lagerversagen
Der API-Standard 610 fordert eine Mindestlagerlebensdauer (L10) von 25.000 Stunden bei Dauerbetrieb und Nennbedingungen und mindestens 16.000 Stunden bei maximaler Belastung und Drehzahl. Die L10-Lebensdauer ist die Anzahl der Umdrehungen, die 90 Prozent einer Gruppe identischer Lager unter identischen Bedingungen aushalten, bevor das erste Anzeichen eines Ermüdungsbruchs auftritt. Wenn wir eine Laufzeit von 80 % pro Jahr (292 Tage pro Jahr) annehmen, beträgt die erwartete Mindestlebensdauer des Lagers L10 3,5 bzw. 2,2 Jahre.
Wie oben erwähnt, führt eine schlechte Schmierung dazu, dass 50 Prozent dieser Lager ausfallen, bevor Anzeichen von Ermüdung auftreten. Diese Ausfälle können innerhalb weniger Stunden nach der Installation, nach einem Jahr oder kurz vor Ermüdung auftreten. An welchem Punkt vor der Ermüdung versagen diese Lager können verlängert werden, indem die 5 R der Schmierung befolgt werden:Richtiges Schmiermittel, richtige Menge, richtiger Ort, richtige Zeit und richtige Qualität.
Viele Unternehmen fordern beim Kauf neuer Pumpen eine L10-Lebensdauer von 40.000 Stunden (5,7 Jahre), aber es ist immer noch wichtig, schlechte Schmierverfahren anzugehen.
Falsches Schmiermittel
Wälzlager in Prozesspumpen können entweder mit Fett, Mineralöl oder synthetischem Öl geschmiert werden. Der Hauptzweck von Öl oder dem Ölbestandteil von Fett besteht darin, die Wälzkörper und Laufbahn-Kontaktflächen zu trennen, die Gleitflächen innerhalb der Lager zu schmieren und Korrosionsschutz und Kühlung bereitzustellen.
Die Viskosität ist die wichtigste Eigenschaft eines Schmiermittels. Die Verwendung des Schmiermittels mit der richtigen Viskosität für die Drehzahl, Betriebstemperatur und Belastung stellt die Entwicklung eines vollständigen Ölfilms zwischen den rotierenden Teilen sicher. Bei Verwendung der falschen Viskosität wird die Tragfähigkeit des Schmierstoffs negativ beeinflusst.
Das Öl zersetzt sich bis zu einem Punkt, an dem es zu dick ist, um zwischen die Oberflächen einzudringen, und die Ölversorgung reicht möglicherweise nicht aus, um einen Opferkontakt zu verhindern. Die Viskosität wird durch Belastung, Temperatur, Wasser, Verunreinigungen und chemische Veränderungen beeinflusst. Empfehlungen zur Viskosität sind der OEM-Betriebsanleitung zu entnehmen, aber es ist auch wichtig, die Betriebstemperatur der Ölwanne zu messen, da die Viskosität mit steigender Temperatur abnimmt.

Tabelle 1:SKF Empfehlung für Kugellager in Pumpen
Öl in Prozesspumpen hat normalerweise die ISO-Klasse 46, 68 oder 100. Diese Zahlen beziehen sich auf die kinematische Viskosität in Centistokes. Das Öl ist normalerweise Kohlenwasserstofföl, obwohl manchmal synthetische Öle für spezielle Schmieranwendungen verwendet werden.
Die Viskosität von synthetischem Öl ist weniger empfindlich gegenüber Temperaturänderungen und wird häufiger verwendet, wenn Temperaturschwankungen vorhanden sind. Wenn die Temperatur ebenfalls 100 Grad Celsius (212 Fahrenheit) überschreitet, wird ein synthetisches Öl empfohlen, da die Oxidationsrate von Mineralöl bei höheren Temperaturen schneller beschleunigt wird.
Falsche Schmiermittelmenge
Die Auswahl des richtigen Schmierstoffs für die Anwendung war der erste Schritt, der nächste ist die Bestimmung der richtigen Menge, die zunächst aufgetragen und beibehalten wird. Es ist wichtig, die Konstruktion der Lagergehäusebaugruppe und insbesondere den ausgelegten Ölstand zu verstehen.
Ölstand – Design
Die gebräuchlichsten Methoden zum Schmieren von Wälzlagern in horizontalen Prozesspumpen sind:
• Fett
• Ölspritzer (direkter Kontakt, Ringe oder Schleuder)
• Reiner Ölnebel
• Ölnebel entfernen
Die Verwendung von Fett ist hauptsächlich auf Pumpen mit geringerer Leistung beschränkt, bei denen die Parameter im Größen- und Drehzahlbereich von Wälzlagern liegen. Die Ölspritzschmierung ist die am häufigsten verwendete Methode. Ölspritzer-Designs umfassen Direktkontakt, Ölringe, Schleuderscheiben oder Kombinationen davon.
Bei direktem Kontakt, während sich die Welle dreht, berühren die Wälzkörper im Lager einen Ölstand. Die Lager sollten nicht mehr als den halben Durchmesser des untersten Wälzkörpers oder der untersten Kugel in das Öl eintauchen (Abbildung 2). Ölringe werden verwendet, wenn Drehzahl oder Lasten eine Rolle spielen und das Öl nicht in direktem Kontakt mit dem Lager steht.
Ölringe kommen mit dem Öl in Kontakt und sorgen für Spritzschmierung ohne direkten Lagerkontakt. Schleuderscheiben ähneln Ölringen darin, dass das Öl nicht in direktem Kontakt mit dem Lager steht. Die Scheiben kommen mit dem Öl in Kontakt und bieten eine Spritzschmierung. Ölringe sind abhängiger von der Wellengeschwindigkeit im Verhältnis zur Eintauchtiefe, aber eine gute Faustregel ist die Verwendung von 3/8 Zoll an der tiefsten Stelle.
Schleuderscheiben sind weniger anfällig für Überschmierungsprobleme, da sie direkt an der rotierenden Welle befestigt sind und außerdem etwa 3/8 Zoll in das Öl eintauchen sollten. Ein Kombinationsdesign würde eine Metallscheibe und einen direkten Kontakt beinhalten. Die Lager haben direkten Kontakt mit dem Öl und die Scheibe bietet zusätzliche Tauchschmierung zur Kühlung.
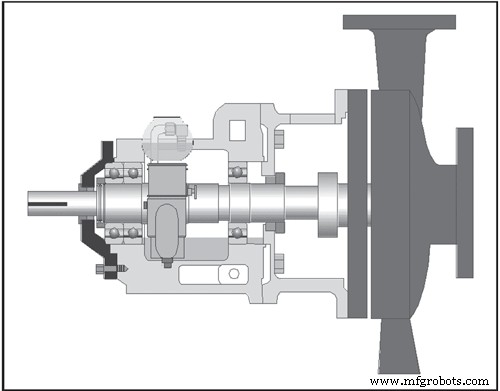
Abbildung 2:Pumpenquerschnitt – Ölspritzer/direkter Kontakt
Das Grundkonzept des Ölnebelschmiersystems ist die Verteilung eines Ölaerosols in das Lagergehäuse. Luft zerstäubt das Öl in Partikelgrößen von ein bis drei Mikrometern. Der Luftstrom transportiert diese kleinen Ölpartikel durch ein Rohrleitungssystem in das Pumpengehäuse, das durch die Lager fließt.
Es handelt sich um ein zentralisiertes Niederdruck-Schmiersystem. Bei der Reinnebelschmierung wird der Öl-/Luftnebel unter Druck dem Gehäuse zugeführt. Es gibt kein Ölreservoir im Gehäuse und es werden keine Ölringe verwendet. Die Spülnebelschmierung verwendet die gleichen Prinzipien wie die reine Nebelschmierung, jedoch existiert ein Ölreservoir im Gehäuse. Zur Tauchschmierung können auch eine Schleuder-/Schleuderscheibe oder Ölringe verwendet werden.
Niedriges Level
In einem niedrigen Betriebszustand erhält das Lager nicht genügend Schmiermittel, das für die richtige Filmfestigkeit erforderlich ist – eine Vorstufe für Oberflächenkontakt, Rutschen und möglicherweise katastrophalen Versagen. Ohne genügend Öl, um Reibung zu vermeiden, kann es schnell zu einem thermischen Durchgehen bei einem Stahllager kommen.
Wenn die Temperatur des Lagers ansteigt, dehnen sich sowohl die Kugel als auch der Laufring aus, was einen noch engeren Sitz erzeugt. Dadurch wird die Temperatur noch weiter erhöht und der Zyklus wird zu einem schnellen, katastrophalen Ausfall.
Ein niedriger Ölstand beeinträchtigt alle Arten der Ölspritzschmierung. Bei direktem Kontakt ist die Filmfestigkeit unzureichend und Ringe oder Scheiben können möglicherweise nicht genug Öl aufnehmen, um die Lager zufriedenstellend zu schmieren.
Hohe Stufe
Unter hohen Betriebsbedingungen tritt ein Aufwirbeln des Schmiermittels auf, wodurch die Oxidationsrate aufgrund von zu viel Luft und erhöhten Temperaturen beschleunigt wird. Es ist ein häufiger Irrtum zu glauben, dass mehr besser ist – insbesondere wenn es um Ölsumpfschmierung geht. Zu viel Öl kann die Funktion von Ölringen, Schleudern und direktem Lagerkontakt beeinträchtigen.
Eine weitere Folge hoher Schmierstoffmengen sind undichte Dichtungen. Wenn der Ölstand zu hoch ist, taucht der Ring unter und schleudert das Öl nicht mehr. Schleuderscheiben sind dafür weniger anfällig, da sie direkt auf der Welle befestigt sind.
Aufrechterhalten des richtigen Niveaus
Die Ölsumpfschmierung erfordert keine Einhaltung eines bestimmten Niveaus für die richtige Lagerbelastung – nur dass die Ölstände keine kritischen Tiefst- oder Höchstwerte erreichen (Abbildung 3).
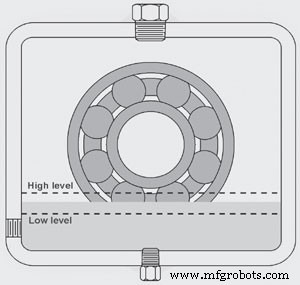
Abbildung 3.Typische Ölstandsbedingungen
Die Einhaltung der richtigen Schmierstoffmenge ist vielleicht das einfachste Mittel, um die Lebensdauer und Wirksamkeit der Schmierung zu erhöhen. Wenden Sie sich an Ihren Gerätehersteller oder die Bedienungsanleitung für empfohlene Ölstände, optimale Schmierausrüstung und bevorzugte Vorgehensweisen. Die meisten Geräte haben eine externe Markierung für den richtigen Ölstand, die entweder in das Gehäuse eingegossen oder mit einem Etikett versehen ist.
Eine der am häufigsten verwendeten Methoden zur Aufrechterhaltung des richtigen Schmiermittelstands in einem Lagergehäuse ist der Öler mit konstantem Füllstand (Abbildung 2). Der Öler mit konstantem Niveau füllt Ölverluste durch Leckagen durch Dichtungen, Entlüftungen und verschiedene Anschlüsse und Stopfen im Lagergehäuse auf. Sobald der richtige Füllstand eingestellt ist, ist das Ersetzen des Öls im Behälter die einzige erforderliche Wartung. Sichtfenster (Bullaugen) können auch verwendet werden, um den richtigen Ölstand zu überprüfen.
Öler mit konstantem Füllstand haben einen „Kontrollpunkt“, der mit dem richtigen Ölstand der Ausrüstung übereinstimmen muss. Der Öler wird am Gerät installiert und das Öl wird bis zum richtigen Stand eingefüllt. Alle Öler mit konstantem Füllstand benötigen Luft, um richtig zu funktionieren. Wenn der Ölstand im Sumpf sinkt, wird die Dichtung am Kontrollpunkt gebrochen, wodurch Luft in den Behälter eindringen kann, wodurch das Öl verdrängt wird, bis die Dichtung wiederhergestellt ist. Wenn der Ölstandsregler richtig eingestellt ist und sich Öl im Behälter befindet, hat das Gerät immer den optimalen Ölstand in der Ölwanne.
Verschmutztes Schmiermittel
Die Qualität der Schmierung wird durch Verunreinigungen beeinträchtigt, die in hohem Maße zu vorzeitigen Lagerausfällen beitragen. Die Hauptarten von Verunreinigungen sind Partikel, Feuchtigkeit, inkompatible Flüssigkeiten und Lufteinschlüsse. Partikel behindern die Schmierstoffleistung und lokalisieren den Druck auf die Komponenten weiter, was zu Dellen, Ermüdung, Abplatzungen und Abrieb an der Oberfläche der Passflächen führt. Wasser beeinträchtigt die Fähigkeit des Schmiermittels, einen ordnungsgemäßen Flüssigkeitsfilm bereitzustellen, was zu vorzeitigem Ausfall und übermäßigem Verschleiß führt.
Korrosion, Kavitation und vorzeitige Oxidation und Filterverstopfung des Öls sind weitere Symptome einer Wasserverunreinigung. Luftverschmutzung beeinträchtigt die Kompressibilität des Öls, verursacht eine schlechte Wärmeübertragung, Verlust der Filmfestigkeit, Oxidation und Kavitation.
Die Quellen dieser Verunreinigungen sind:
• Erzeugte Kontamination
• Eindringen von Schadstoffen von außen
• Wartung veranlasst
Erzeugte Kontamination
Partikelverunreinigungen können beim Einfahren oder während des Betriebs der Pumpe entstehen. Ölringe werden typischerweise aus Bronze hergestellt und reagieren empfindlich auf Horizontalität der Welle, Drehzahl und Ölstand. Sie können aufgrund dieser Empfindlichkeiten zum Überspringen oder Aufhängen neigen und mit anderen Bauteilen in Kontakt kommen. Die Ringe verschleißen, da sie ein weicheres Material sind, und es werden Partikelablagerungen erzeugt. Diese kleinen Partikel können in den kritischen Bereich zwischen den Wälzkörpern und der Laufbahn eindringen, was zu abrasivem Verschleiß führt.
Externes Eindringen von Schadstoffen
Druckunterschiede zwischen dem Gerätegehäuse und der umgebenden Atmosphäre sind eine der Hauptursachen für das Eindringen von Verunreinigungen. Pumpenbetrieb, bei dem während häufigen Ein-/Aus-Betriebsbedingungen Gehäusetemperaturschwankungen, Temperaturänderungen der Prozessflüssigkeit, Außeneinsatz und Luftstrom über die Pumpe auftreten, erzeugen diesen atmosphärischen Austausch, wenn der Druck ausgeglichen wird. Bei diesem Luftaustausch werden Verunreinigungen (Schmutz, Wasser usw.) aus der Umgebung durch Entlüftungsöffnungen, Dichtungen und Öler in die Ölwanne „geatmet“.
Gehäusekomponenten – einschließlich Öler, Dichtungen und Entlüftungsöffnungen – können bei richtiger Spezifikation sehr effektiv zur Verhinderung von Verunreinigungen beitragen. Viele Jahre lang wurden Ölstandsregler verwendet, um den Ölstand zu halten. Die meisten davon wurden in die umgebende Atmosphäre entlüftet, was zum Eindringen von Verunreinigungen in den Gehäusesumpf führen kann. Durch den Wechsel zu einem nicht belüfteten Öler und das Entfernen von Entlüftungsstopfen kann das Eindringen erheblich reduziert werden.
Lagerisolatoren werden verwendet, um das Austreten von Schmiermittel und das Eindringen von Verunreinigungen zu verhindern. Lagerisolatoren vom Labyrinthtyp werden am häufigsten bei horizontalen Pumpen verwendet. Lagerisolatoren lassen den durch den normalen Pumpenbetrieb erzeugten erhöhten Druck durch die Dichtung entweichen und haben sich bei der Reduzierung des Eindringens von Verunreinigungen als sehr effektiv erwiesen.
Rotor und Stator berühren sich nicht, was eine Entlüftung ermöglicht und gleichzeitig Verschleiß verhindert – die Lebensdauer der Dichtung wird verlängert. Magnet- oder Gleitringdichtungen werden verwendet, um Lagerschäden durch Verschmutzung und Schmiermittelaustritt zu vermeiden. Gleitringdichtungen zeichnen sich durch optisch flache stationäre und rotierende Gleitflächen aus, die durch Magnetkraft oder Federn zusammengedrückt werden.
Wartungsinduziert
Das Öl kann vor dem Einbringen in das Gerät Verunreinigungen aufweisen. Es kann nicht davon ausgegangen werden, dass neues Öl sauber ist. Eine ordnungsgemäße Lagerung von Öl und geeignete Ausgabebehälter verringern auch die Möglichkeit, dass Wasser oder andere Verunreinigungen in das Lagergehäuse eindringen. Beim Wiederaufbau der Pumpe sollte sorgfältig darauf geachtet werden, dass alle Verunreinigungen ordnungsgemäß entfernt werden.
Schmierstoffabbau
Alle Schmierstoffe werden im Laufe der Zeit abgebaut, so dass das Öl gewechselt werden muss. Die Häufigkeit dieser Änderungen kann verlängert werden, indem die Qualität des Schmiermittels beibehalten wird.
Erhöhte Betriebstemperaturen tragen wesentlich zur Öloxidation bei. In Kombination mit Luft-, Partikel- und Wasserverschmutzung beginnt die Kettenreaktion der Öloxidation. Zuerst werden Additive beeinflusst, gefolgt vom Basismaterial, was zu Verschleiß und Ermüdung der Maschinen- und Bauteiloberflächen führt. Bei jeder Erhöhung der Ölbetriebstemperatur um 8 °C (18 °F) verdoppelt sich die Oxidationsrate.
Dies kann von Bedeutung sein, wenn man bedenkt, dass die Betriebstemperaturen der Pumpe häufig nahe oder über 60 °C (140 °F) liegen. Durch einfaches Absenken der Betriebstemperatur des Öls auf 50 °C (122 °F) würde eine 50-prozentige Reduzierung der Oxidationsrate erreicht – eine Verdoppelung der effektiven Lebensdauer des Öls.
Die grundlegendsten Methoden zur Reduzierung (oder Aufrechterhaltung) niedrigerer Ölbetriebstemperaturen sind:
• Verwenden Sie das Öl mit der richtigen Viskosität.
• Qualitätsöl verwenden.
• Verwenden Sie die richtige Ölmenge.
• Halten Sie das Öl sauber.
Luftporenbildung ist eine primäre Sauerstoffquelle beim Oxidationsversagen von Öl. Neues Öl kann bei Atmosphärendruck bis zu 10 Prozent Luft enthalten. Tauchlagergehäuse mit Schleuderringen oder Schleuderringen sind alle belüftungsanfällige Anwendungen. Übermäßige Belüftung wirkt sich negativ auf Säurezahl (SZ), Ölfarbe, Filmstärke und Viskosität aus. Darüber hinaus kann Lufteintrag zu beschleunigter Oberflächenkorrosion, höheren Betriebstemperaturen und Öllackierung führen.
Die Betriebstemperaturen können je nach Schmiermethode variieren. Die folgende Grafik basiert auf Labortests, bei denen die Betriebstemperatur der Ölwanne vom Start bis zum Temperaturausgleich gemessen wurde. Zwei Tests wurden mit Öl nach ISO 68 und einer Betriebsdrehzahl von 3.600 U/min durchgeführt.
Bei einem Test war der Ölstand in der Mitte der Kugel des untersten Wälzkörpers und bei dem anderen war der Ölstand darunter gefallen und eine flexible Schleuderscheibe wurde installiert, um eine Tauchschmierung zu gewährleisten. Die Betriebstemperatur der flexiblen Schleuderscheibe war 9 °C niedriger als die Betriebstemperatur des direkten Kontakts. Wie oben erwähnt, führt diese Temperatursenkung zu einer 25-prozentigen Verringerung der Oxidationsrate.
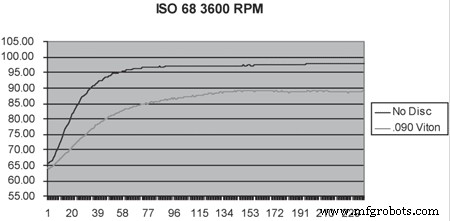
Grafik 1. Temperatur vs. Laufzeit
Zusammenfassung
Die Bedeutung der richtigen Schmierung in Prozesspumpen ist bekannt, aber es ist nicht immer einfach, sie zu erreichen. Es ist wichtig, mit den Grundlagen zu beginnen:
- Verwenden Sie das richtige Schmiermittel für die Anwendung
- Viskosität
- Mineralisch oder synthetisch
- Verstehen Sie, wie die Pumpe konstruiert ist, um die Lager richtig zu schmieren
- Ölspritzer, Ölnebel
- Halten Sie das Schmiermittel auf dem richtigen Niveau
- Öler mit konstantem Füllstand
- Visuelle Überprüfung des Füllstands über Bullaugen oder Schaugläser
- Halten Sie das Schmiermittel frei von Verunreinigungen
- Close up Gehäuse – zuverlässige Dichtungen, Entlüfter, nicht belüftete Öler, Expansionskammern
- Sachgemäße Lagerung und Handhabung von Schmiermitteln
- Ölanalyse zur Überprüfung der Art der Verunreinigung
- Halten Sie die Betriebstemperatur innerhalb der Auslegungsparameter der Pumpen
- Befolgen Sie die obigen Richtlinien
Das Verständnis der Pumpenkomponenten sowie der Umgebung ist entscheidend für die Anwendung des richtigen und wirtschaftlichsten Schmiermanagementsystems. Das Erreichen der ausgelegten L10-Bewertung des Lagers kann durch Eliminieren einer schlechten Schmierung erreicht werden.
Referenzen
• Brandlein, Eschmann, Hasbargen, Weigand. „Kugel- und Rollenlager“ 3. Auflage
• Bloch, Budris. „Pumpenhandbuch“
Gerätewartung und Reparatur
- Best Practices für synthetisches Monitoring
- 9 effektive Best Practices für den Einsatz von DevOps in der Cloud
- Best Practices für die Wartung zur Erzielung einer besseren Gesamtanlageneffektivität (OEE)
- Best Practices für CMMS-Integrationen mit Stuart Fergusson (PODCAST)
- Best Practices für Instandhaltungsleiter
- Best Practices für die umweltfreundliche Farbreinigung im Werk
- Maschinenprobleme frühzeitig erkennen:Best Practices für Bediener
- Best Practices für die Inspektion von Handwaschstationen
- Best Practices für das Fertigungsmarketing für 2019
- Hydraulikölwartung:Best Practices