


G83 Peck-Bohrzyklus (Tiefloch) für Fanuc
Der G-Code des G83-Peck-Bohrzyklus ist modal, sodass er bei jeder X- und/oder Y-Achsenbewegung aktiviert wird und schnell zu dieser Position fährt und dann bewirkt, dass dieser Festzyklus (Bohren) erneut ausgeführt wird, bis er abgebrochen wird (G80). .
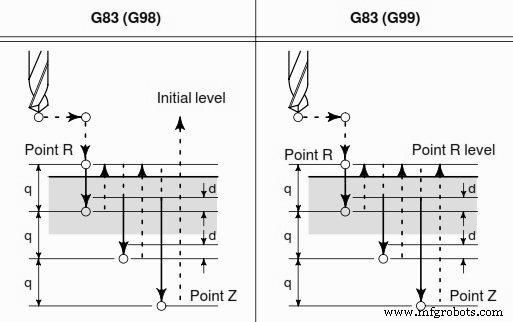
G83 Betrieb des Tieflochbohrzyklus
G83 Deep Hole Peck Bohrzyklus für Fanuc
Da G83 ein Tiefbohrzyklus ist, ist die Tiefe für jeden Tiefbohrzyklus im G83-Bohrzyklus der mit Q definierte Betrag.
Das Werkzeug nimmt den Einstich (Q tief)
Dann fährt das Werkzeug nach jedem Einstich schnell bis zur R-Ebene
und dann für den nächsten Einstich wieder ein
bis die Z-Tiefe erreicht ist.
Verwenden Sie G98 und G99 für die Position des Z-Positionsabstands zum Positionieren zwischen Löchern.
Format des G83-Peck-Bohrzyklus
G83 X_ Y_ Z_ R_ Q_ F_ K_;
X Y – Lochpositionsdaten
Z – Z-Tiefe (Zustellung auf Z-Tiefe ausgehend von der R-Ebene)
R – Position der R-Ebene
Q – Schnitttiefe für jeden Schnittvorschub ( Tiefe jedes Einstichs)
F – Schnittvorschub
K – Anzahl der Wiederholungen (falls erforderlich)
Ein vollständiges CNC-Programmierbeispiel des G83-Peck-Bohrzyklus G81-Bohrzyklus G83-Peck-Bohren mit G98-G99-Beispielprogramm
CNC-Maschine
- Tieflochbohren ohne Vortrieb
- Werkzeugstabilitätslösung für Tieflochbohren
- Einfaches CNC-Drehbankbohren mit Fanuc G74 Peck Drilling Cycle
- Fanuc G76 Gewindezyklus für Dummies
- G81 Bohrzyklus G83 Tiefenbohren mit G98 G99 Beispielprogramm
- Fanuc G84 Starrer Peck-Gewindebohrzyklus
- G83-Peck-Bohrzyklus mit G70-Lochkreis-Beispielprogramm
- Beispiel für einen G83-Peck-Bohrzyklus
- ECS G83/r Deep Drilling with Dwell for Span Breaking Cycle
- ECS G83 Deep Drilling with clearing Cycle