


Beispiel für einen Fanuc G87 Seitenbohrzyklus zum Bohren von 3 LÖCHERN IM 120º-ABSTAND
Fanuc G87 Seitenbohr-Festzyklus
Der Zyklus G87 Seitenbohren dient zum Bohren am Bauteildurchmesser/-seite mit angetriebenen Werkzeugen.
Vollständiges Tutorial G87 Seitenbohrzyklus lesen
Fanuc G87 Seitenbohrbeispiel
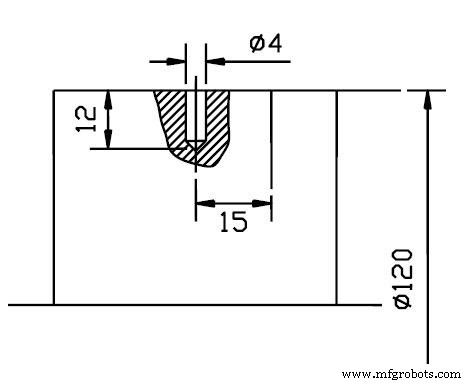
3 LÖCHER MIT 120º ABSTAND
O0021 G21; G10 P0 X0 Z-100; N8 G28 U0. T808 (RADIAL 4MM DIA DRILL) M5 M45 G28 H0 G97 S3500 M3 G0 G80 G98 X122.Z-15. G87 X96.Q3000 M90 F350. C120.Q1000 M17 C240.Q1000 M17 G80 M5 M44 G0 X150.Z150.M9 M1
Programmbeispiel für CNC-Drehmaschine Innendrehen/Bohren
Fanuc G87 Seitenbohr-Festzyklus – CNC-Drehmaschine Fanuc Oi
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- CNC G81 Bohrzyklus-Programmbeispiel
- Fanuc G94 Facing Cycle CNC-Beispielprogramm
- Fanuc G72 Facing Canned Cycle Beispielprogramm
- Beispielprogramm Beispiel Fanuc G72 Plandrehzyklus Einzeiliges Format
- Beispiel für einen G83-Peck-Bohrzyklus
- G83 Peck-Bohrzyklus (Tiefloch) für Fanuc