


CNC-Programmbeispiel der Serie Osai 10
Dieses CNC-Programmbeispiel der Osai 10-Serie zeigt, wie die Ebenenrotation (ROT) mit Wiederholung (RPT) und parametrischer Programmierung verwendet wird.
CNC-Programmbeispiel der Serie Osai 10
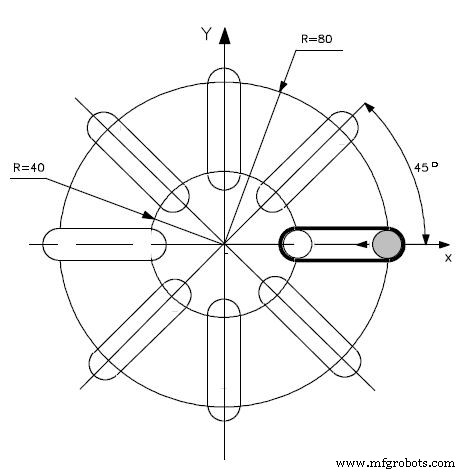
(UGS, X, -100, 100, Y, -100, 100) N148 (DIS, " ...") N149 S1500 T5.5 M6 N150 E25 =0 N151 (RPT, 8) N152 ( ROT, E25) N153 G X40 Y M3 N154 Z0 N155 G29 G1 Z-10 F150 N156 X80 F200 N157 Z-18 F150 N158 X40 N159 G Z0 N160 E25 =E25 + 45 N161 (ERP) N162 (ROT, 0)
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- Fanuc CNC-Programmbeispiel
- CNC G81 Bohrzyklus-Programmbeispiel
- Fanuc G94 Facing Cycle CNC-Beispielprogramm
- Schlitzfräsen eines Beispiel-CNC-Programmbeispiels
- CNC-Beispielprogramm für G84-Gewindebohrzyklus
- Programmierbeispiel Siemens Sinumerik Milling
- Beispielprogramm Quincunx für eine CNC-Plasmaschneidsteuerung
- Fräsbogen mit G2 I &J CNC-Programmbeispiel
- Beispiel für ein CNC-Taschenfräsprogramm – Peck Milling