


Badewanne
Hintergrund
Obwohl der Mensch seit prähistorischer Zeit gebadet hat, dienten Bäder weit häufiger einer primär religiösen, sozialen oder lustvollen Funktion als einer hygienischen. Die Griechen hatten bereits um 1700
Nach dem Untergang des Römischen Reiches verlor das Baden in Europa an Popularität, obwohl es als Teil der klösterlichen Routine und in muslimischen Ländern überlebte. Das muslimische öffentliche Badehaus umfasste einen Ankleideraum, ein kaltes Bad und ein warmes Bad, die sich um eine gewölbte, zentrale Dampfkammer gruppierten. Öffentliche Bäder gewannen in Europa im 11. und 12. Jahrhundert wieder an Popularität.
In Privathäusern wurde in Holzwannen gebadet, die in den Schlafzimmern aufgestellt waren, aber einige Burgen und Paläste hatten feste Badezimmer. Tatsächlich ließ Henry m aus England im Badehaus seines Westminster-Palastes fließendes heißes und kaltes Wasser installieren.
Im 18. Jahrhundert wurde es in Mode, eine Saison an einer Wasserstelle (wie Bath in England) zu verbringen, aber erst die Hygieneforschung des 19. Jahrhunderts machte das Baden zur Tugend. Gebadet wurde in primitiven und meist tragbaren Kaltbädern an Schulen und Anstalten. Obwohl Mitte des 19. Jahrhunderts feste Wannen in den Schlafzimmern installiert wurden, gab es keine Rohrleitungen und die Wannen mussten von Hand geleert werden. Erst nach dem Ersten Weltkrieg ließ die Sanitär- und Badewannenfertigung das Bad mit fließendem Wasser zu einer festen Einrichtung im Haushalt werden.
Badewannen sind heute Teil der Sanitärarmaturen- und Armaturenindustrie, die 1994 in den USA einen Gesamtwert von rund 5,7 Mrd. Über drei Millionen Badewannen, darunter Whirlpools und Whirlpools, werden pro Jahr versandt. Sanitärarmaturen werden nach den Materialien, aus denen sie hergestellt werden, in drei Branchen eingeteilt:Glas, Metall und Kunststoff. In den letzten Jahren hat der sich ändernde Verbrauchergeschmack andere Materialien zugunsten von Kunststoffen für Badewannen, Whirlpools und Waschbecken verdrängt. 62 % der Badewannen, 92 % der Whirlpools und 28 % der Toiletten bestehen aus Kunststoff. Das Standardmaterial für Badewannen ist neben Kunststoff emailliertes Gusseisen oder Stahl. Badewannen müssen gemäß den vom American National Standards Institute festgelegten Standards hergestellt werden.
Der Herstellungsprozess
Prozess:Emaillierte
Badewannen
Rohstoffe
Die Metallbasis für Badewannen besteht aus Grauguss (mit Kohlenstoff, Silizium, Mangan, Phosphor und Schwefel), Titanstahl, kohlenstofffreiem Stahl oder teilweise entkohltem Stahl. Diese Zusammensetzungen wurden speziell für das Emaillieren entwickelt. Die Emaille wird aus einer Fritte oder einem Glas hergestellt, das aus einer Vielzahl von Rohstoffen besteht, sowohl hergestellten Chemikalien als auch natürlichen Mineralien. Dazu gehören Ton, Feldspat, Barium 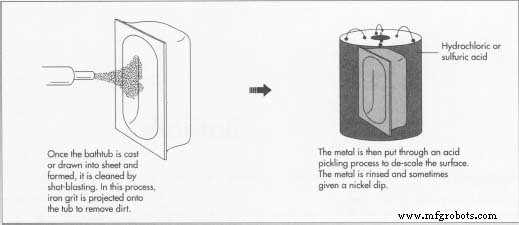 Die Metallbasis für Badewannen besteht aus Grauguss, Titanstahl, kohlenstofffreiem Stahl oder teilweise entkohltem Stahl . Diese Zusammensetzungen wurden speziell für das Emaillieren entwickelt. Karbonat, Borsäure, Kalkstein, Flussspat, Sand und andere Oxide.
Die Metallbasis für Badewannen besteht aus Grauguss, Titanstahl, kohlenstofffreiem Stahl oder teilweise entkohltem Stahl . Diese Zusammensetzungen wurden speziell für das Emaillieren entwickelt. Karbonat, Borsäure, Kalkstein, Flussspat, Sand und andere Oxide.
Vorbereitung des Metalls
- 1 Das Metall wird entweder in Formen gegossen (Grauguss) oder zu Blech gezogen und geformt (Stahl). Vor dem Emaillieren muss es dann gereinigt werden. Die Reinigung von Gussteilen erfolgt durch Abstrahlen der Oberfläche mit Harteisensand, manchmal nach Vorglühen (Erhitzen auf 1350-1500°F [730-820°C]). Die Körner oder "Schrot" werden mit Druckluft durch Düsen geschleudert oder mit einer speziellen Maschine durch Fliehkraft gegen die Oberfläche geschleudert. Eine Kombination beider Verfahren kann verwendet werden. Durch dieses Strahlen werden Schmutz- oder Sandpartikel aus der Form von der Metalloberfläche entfernt.
Bleche müssen einem komplexeren Reinigungsprozess unterzogen werden. Zunächst wird die Oberfläche nach dem Glühen durch Kugelstrahlen gereinigt, um Spannungen abzubauen und eventuelle Fettablagerungen zu entfernen. Die Entfettung erfolgt mit chemischen Reinigungsmitteln, zuerst mit einem organischen Lösungsmittel, gefolgt von einer heißen alkalischen Lösung. Das organische Lösungsmittel entfernt das meiste Fett und Öl von der Metalloberfläche. Die alkalische Lösung entfernt den verbleibenden Ölfilm und hinterlässt eine säurebeizfähige Oberfläche.
Beim Säurebeizen wird Salz- oder Schwefelsäure oder eine Kombination dieser Säuren verwendet. Durch diesen Vorgang wird die Oberfläche entkalkt, wodurch eine starke Verbindung zwischen Eisen und Grundlack entsteht. Nach dem Beizen wird unter fließendem Wasser gespült. Der nächste Schritt ist manchmal ein Nickelbad, bei dem eine Lösung aus Nickelsulfat und Borsäure verwendet wird, um das Metall mit einer Nickelschicht zu überziehen. Diese Schicht trägt auch dazu bei, eine gute Verbindung mit dem Schmelz zu bilden. Nach dem Nickelbad erfolgt ein gründliches Spülen des Geschirrs und ein weiteres Eintauchen in eine Neutralisationslösung. Diese Lösung besteht aus Soda und Borax in Wasser und entfernt jegliche Säurespuren sowie beugt Rost vor. Nach dem Neutralisieren wird das Metall so schnell wie möglich getrocknet, um ein Rosten zu verhindern.
Vorbereitung des Schmelzes
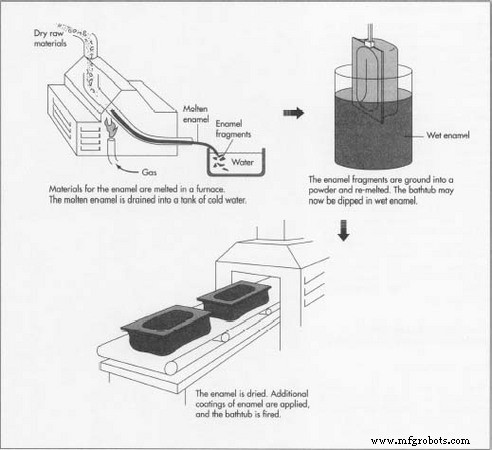
- 2 Nachdem die Rohstoffe sorgfältig gewogen und in genauen Mengen miteinander vermischt wurden, wird die Emailfritte durch Schmelzen der Charge in Dreh- oder Durchlauföfen hergestellt, die mit Öl oder Gas betrieben werden. Wenn das Schmelzen abgeschlossen ist, wird das geschmolzene Email in einem dünnen Strahl aus dem Ofen in einen Tank mit kaltem Wasser geleitet, wodurch kleine Bruchstücke entstehen. Bei Durchlauföfen wird die geschmolzene Fritte zwischen wassergekühlten Walzen geführt, die die Fritte kühlt. Die Fritte wird dann getrocknet und in Beuteln aufbewahrt. Bevor die Emaille aufgetragen wird, muss sie mit einer Kugelmühle mit Emailleblöcken als Mahlkörper zu einem Pulver vermahlen werden. Bei nassem Auftrag wird die Emaille mit Zusätzen von Ton und Wasser gemahlen, um einen Schlicker oder eine Aufschlämmung herzustellen.
Der Emaillierprozess
- 3 Trockenes Email wird auf die Metalloberfläche gestäubt, die zuvor auf eine Temperatur über dem Schmelzpunkt des Emails erhitzt wurde. Das Pulver schmilzt beim Kontakt mit dem heißen Gegenstand und bildet eine durchgehende Beschichtung. Beim Brennen im Ofen entsteht eine glatte, porzellanartige Oberfläche.
Nasslack wird im Tauchverfahren in einem großen offenen Tank aufgetragen. Nach dem Eintauchen lässt man das beschichtete Teil abtropfen, wodurch eine dünne, gleichmäßige Beschichtung entsteht. Das Tauchbecken verwendet ein Nachberechnungssystem, um den Emaille zu recyceln. Der Nasslack kann auch mit automatischen Spritzgeräten aufgetragen werden.
Nach dem Emaillieren werden die beschichteten Teile in Schrank- oder Bandtrocknern getrocknet, die durch Gasbrenner, Dampf oder Abwärme der Emaillieröfen oder Infrarotstrahler beheizt werden. Das Brennen erfolgt in Öfen, die durch metallische Heizelemente beheizt werden. Normalerweise werden zwei Schichten Emaille aufgetragen, eine Grundierung gefolgt von einer Deckschicht. Der Deckmantel braucht länger zum Brennen.
Die Herstellung
Prozess:Badewannen aus Kunststoff
Rohstoffe
Kunststoffbadewannen werden aus verschiedenen Polymermaterialien hergestellt, darunter ABS (Acrylnitril-Butadien-Styrol), Acrylharze oder glasfaserverstärktes Polyester. Der Glas-Polyester-Typ dominiert den Wannen-Dusche-Markt. In das Polymermaterial können spezielle Additive eingearbeitet werden, um die Feuerbeständigkeit zu verbessern. Um ein kultiviertes Marmorbild zu erzielen, können auch Marmorsplitter oder Staub hinzugefügt werden.
 Diese Badewanne aus den 1920er Jahren lässt sich platzsparend zusammenklappen und wird mit einem eigenen Warmwasserbereiter geliefert. (Aus den Sammlungen des Henry Ford Museum &Greenfield Villege.)
Diese Badewanne aus den 1920er Jahren lässt sich platzsparend zusammenklappen und wird mit einem eigenen Warmwasserbereiter geliefert. (Aus den Sammlungen des Henry Ford Museum &Greenfield Villege.)
Das Badezimmer ist normalerweise nicht der Ort, an den man denkt, um die Prinzipien der Mechanisierung zu veranschaulichen. Doch der Wandel der Badeanlagen veranschaulicht treffend die Besessenheit der westlichen Gesellschaft von Effizienz und Mechanisierung. Bäder im antiken Griechenland und vor allem im Römischen Reich waren viel aufwendiger und technisch ausgefeilter – und weniger privat – als die einfachen "Plumpsklos" der Rura des 20. Jahrhunderts! Amerika. Die offensichtliche Aufmerksamkeit, die dem Design, dem Bau und der Wartung von Bashing-Anlagen gewidmet wurde, zeigt, wie wichtig die Aktivitäten des Bades seit Jahrhunderten für die kulturelle Identität waren.
In Im Amerika des 19. Jahrhunderts war Baden nicht alltäglich. In den 1880er Jahren hatten wahrscheinlich fünf von sechs Stadtbewohnern keine richtigen Bademöglichkeiten, sondern nur die Verwendung von Eimer und Schwamm. In der letzten Hälfte des Jahrhunderts wurden zahlreiche Anstrengungen unternommen, um gemeinschaftliche Badeeinrichtungen zu fördern. Auch in Privathaushalten plädierten Reformatoren für die Nutzung von Duschen! als öffentliche Einrichtungen mit nur mäßigem Erfolg. Im Wesentlichen dachten die Amerikaner nicht daran zu baden! die für die allgemeine Gesundheit notwendig sind, noch verbanden sie es mit den in anderen Kulturen üblichen umfassenderen mentalen und physikalischen Therapiesitzungen (Heißluft- oder Dampfbäder, Massagen, Gymnastik). Für Amerikaner der Oberschicht mag ein Besuch in einem Spa einmal im Jahr vorkommen, aber sicherlich nicht einmal ein schwacher.
Bis ins 20. Jahrhundert galt die Badewanne als Luxus. Erst in den 1920er Jahren kam es mit dem Ausbau der zentralen Wasserversorgung zu einer wirklichen Zunahme des Erscheinungsbildes von Badewannen. In Anlehnung an die um 1380 entstandenen Hotei-Gebäude wurden zunehmend Häuser, Mietskasernen und Wohnungen mit separaten Räumen gebaut, die dem Bad gewidmet waren. Die Produktion von sanitär emaillierten Badarmaturen (Toiletten, Waschbecken und Wannen) wurde zwischen 1921 und 1923 angezweifelt. Die relativ standardisierte, massenproduzierte Wanne für den privaten, familiären Gebrauch setzte sich bald durch.
William S. Pretzer
Ausgangsstoffe für die meisten Kunststoffe sind Petrochemikalien – Chemikalien aus Erdöl und Erdgas. Diese Chemikalien werden in Stahltanks mit anderen Spezialchemikalien (Stabilisatoren, Füllstoffe, Farbstoffe oder Pigmente und Weichmacher) gemischt und anschließend erhitzt, um eine chemische Reaktion auszulösen, die die Mischung in die gewünschte Polymerzusammensetzung umwandelt. Das resultierende Polymermaterial wird gekühlt und getrocknet, um je nach spezifischem Verfahren und Material ein Pulver, Perlen oder Pellets zu bilden.
Kunststoffe lassen sich in zwei Gruppen einteilen:thermoplastische und duroplastische. Thermoplaste erweichen oder schmelzen beim Erhitzen und umfassen Vinyl- und Styrolpolymere. Duroplaste, obwohl sie als einfache Polymere formbar sind, werden durch Hitze und Druck, manchmal unter Verwendung eines Härters, in eine vernetzte, unschmelzbare Form umgewandelt. Kunststoffe, die in diese Kategorie fallen, umfassen Epoxidharze und Polyester.
Umformprozesse
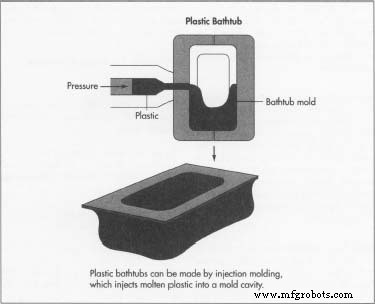
Eine Reihe von Verfahren wird verwendet, um Kunststoffe in Formen zu formen, einschließlich Kalandrieren (Quetschen zwischen Walzen, um Filme zu bilden), Gießen, Formpressen und Spritzgießen (Schmelzen und Pressen in eine gekühlte Form).
Beim Spritzgießen wird im Allgemeinen eine Kolbenschneckenmaschine verwendet, die den Kunststoff schmilzt, die Schmelze unter Druck setzt, um sie in eine geschlossene Form zu spritzen, die Form schließt, damit der Kunststoff erstarren kann, und die Form öffnet, um das Entfernen des Teils zu ermöglichen. Die Injektion erfolgt, wenn die Schnecke im Zylinder hydraulisch nach vorne gedrückt wird. Während der Abkühl- und Erstarrungszeit beginnt die Schnecke zu rotieren und schmilzt neues Material für das nächste Teil.
Formpressen wird verwendet, um sowohl Kunststoff- als auch faserverstärkte Badewannen herzustellen. Für verstärkte Badewannen wird eine Mischung aus Fasern, Polyesterharz und Pigmenten, Füllstoffen und anderen Zusatzstoffen zusammengemischt und zu einer Platte geformt. Dabei wird mit einer speziellen Maschine eine vorgegebene Menge Harzfüllerpaste auf eine Kunststoff-Trägerfolie aufgetragen. Die Trägerfolie wird unter einem Chopper hindurchgeführt, der Glasroving in kurze Längen schneidet. Nachdem das Glas auf das Harzbett gefallen ist, wird eine weitere Trägerfolie mit einer weiteren Pastenschicht darauf hinzugefügt, wobei das Glas zwischen den beiden Schichten eingeschlossen wird. Diese Sandwichstruktur wird durch eine Reihe von Verdichtungswalzen geführt, um die Fasern und das Harz gründlich zu mischen.
Nach der Eindickung des Materials – einer sogenannten Sheet Molding Compound – wird die Trägerfolie entfernt und das Plattenmaterial in Chargen geschnitten, die in aufeinander abgestimmte Metallwerkzeugformen aus bearbeitetem Stahl eingelegt werden. Dabei wird ein hoher Druck aufgebracht, der das Material erhitzt, sodass es in alle Bereiche der Form fließt. Wärme aus der Form aktiviert den Katalysator, wodurch die Aushärtung erreicht wird. Nach dem Aushärten wird das Teil dann aus der Form genommen.
Zur Herstellung von Glasfaser werden zwei Verfahren verwendet, die als Handlaminierung und Sprühlaminierung bezeichnet werden Badewannen. Handlaminieren ist ein Verfahren, bei dem aufeinanderfolgende Lagen von Verstärkungsmaterial oder harzimprägnierter Verstärkung von Hand in eine Form eingelegt werden. Die Aushärtung erfolgt bei Raumtemperatur ohne ausgeübten Druck. Spezielle Werkzeuge werden verwendet, um Luftblasen herauszuarbeiten und eine vollständige Benetzung der Faser zu gewährleisten, wenn das Polymer separat zugegeben wird. Das Sprühlaminierverfahren ist schneller als das Handlaminieren und beinhaltet das Zuführen eines Stroms von geschnittenen Fasern in einen Sprühnebel aus flüssigem Kunststoff in einem Formhohlraum. Die Richtung der Fasern ist zufällig und der Prozess ist normalerweise automatisiert. Nach dem Laminieren muss der Kunststoff bei Raumtemperatur in angemessener Zeit verfestigen bzw. aushärten, was durch chemische Reaktionen erfolgt.
Die Zukunft
Da der Wohnungsneubau die Hauptnachfragequelle für Sanitärprodukte ist, sind Zeitpunkt und Ausmaß der Belebung der Bautätigkeit und die Gesamtwirtschaft entscheidende Faktoren für die Richtung der Badewannenlieferungen. In den letzten zehn Jahren hat sich der Anteil neuer Einfamilienhäuser mit 2,5 oder mehr Bädern auf rund 44 % verdoppelt. Dies hat offensichtlich die Nachfrage nach Badewannen erhöht, die so lange anhalten sollte, wie sich die allgemeine Konjunktur und die Bautätigkeit verbessern.
Auch das Design von Badewannen unterliegt einer Evolution. Mit der Verabschiedung der American Disabilities Acts werden behindertengerechte Badewannen patentiert, und dieser Trend soll sich fortsetzen. Die Hersteller nutzen die Formgebungsfähigkeiten von Kunststoff und entwickeln auch einteilige Badewannen und Duschen. Sicherheit ist ein weiterer wichtiger Konstruktionsfaktor, und es wurden vorgefertigte rutschhemmende Oberflächenbeschichtungen entwickelt.
Weitere konstruktive Verbesserungen werden im Bereich der Leckverhütung fortgesetzt. Solche Konstruktionen umfassen das Bereitstellen einer Feuchtigkeitssperreinheit zwischen der Badewanne und dem Unterboden oder das Gestalten der Badewanne, so dass die Wand und der Boden ein integraler Bestandteil der Badewanne sind. Letzterer Ansatz verlagert alle Kontaktlinien zwischen der Badewanne und den angrenzenden angrenzenden Oberflächen, so dass sie bedeckt und vor dem Eindringen von Wasser geschützt sind.
Herstellungsprozess