


Fanuc G73 Hochgeschwindigkeits-Peck-Bohrzyklus – Spanbruch-Bohrzyklus
Fanuc G73 Hochgeschwindigkeits-Peck-Bohrzyklus
Der Fanuc G73 Hochgeschwindigkeits-Peck-Bohrzyklus führt Hochgeschwindigkeits-Peck-Bohren durch. Es führt einen intermittierenden Schneidvorschub bis zum Boden eines Lochs durch, während Späne aus dem Loch entfernt werden. 
Der Hochgeschwindigkeits-Peck-Bohrzyklus Fanuc G73 wird auch als Fanuc G73 Spanbruch-Bohrzyklus bezeichnet. Fanuc G73 High Speed Peck Drilling Cycle wird auf Fanuc-Steuerung mit CNC-Fräsmaschinen verwendet.
Programmierung
G73 X Y Z R Q F K
G73 ist ein modaler G-Code, bleibt also in Kraft, bis er aufgehoben wird.
Parameter
| Parameter | Beschreibung |
|---|---|
| X Y | Lochpositionsdaten |
| Z | Z-Tiefe (Vorschub zur Z-Tiefe ausgehend von der R-Ebene) |
| R | Der Abstand von der Anfangsebene zum Punkt R-Ebene (Position der R-Ebene) |
| Q | Schnitttiefe für jeden Schnittvorschub (Tiefe jedes Einstichs) |
| F | Schnittvorschub |
| K | Anzahl der Wiederholungen (falls erforderlich) |
Zyklusbetrieb
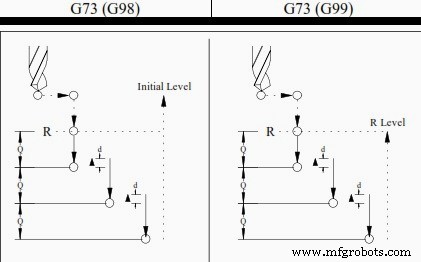
Das Werkzeug taucht für die Zustellung Q in das Werkstück ein, fährt zum Spänebrechen 1 mm zurück (Rückzug), taucht wieder ein, bis die Endtiefe erreicht ist, und zieht dann im Eilgang zurück. Rückzug Der Rückzugsbetrag kann in Parameter 5114
eingestellt werdenG98 G99
Wenn G98 aktiv ist, kehrt die Z-Achse zur Startposition (Anfangsebene) zurück, wenn sie einen einzelnen Vorgang abgeschlossen hat. Wenn G99 aktiv ist, kehrt die Z-Achse zum R-Punkt (Ebene) zurück, wenn der Festzyklus eine einzelne Bohrung beendet. Dann fährt die Maschine zum nächsten Loch. Im Allgemeinen wird G99 für den ersten Bohrvorgang und G98 für den letzten Bohrvorgang verwendet
G73 abbrechen
Um den Festzyklus Fanuc G73 abzubrechen, verwenden Sie G80 oder einen G-Code der Gruppe 01. Gruppe 01 G-Codes G00 :Positionierung (Eilgang) G01 :Lineare Interpolation G02 :Kreisinterpolation oder Schraubenlinieninterpolation (CW) G03 :Kreisinterpolation oder Schraubenlinieninterpolation (CCW)
Beispielprogramm
Der folgende Fanuc G73-Spänebruch-Bohrzyklus-Beispielcode zeigt, wie der G73-Bohrzyklus verwendet wird und wie der G98- und G99-G-Code mit dem G73-Zyklus verwendet wird.
M3 S2000 G90 G99 G73 X300. Y–250. Z–150. R–100. Q15. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
CNC-Maschine
- Hochgeschwindigkeits-Fanuc-Kommissionierroboter
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- Einfaches CNC-Drehbankbohren mit Fanuc G74 Peck Drilling Cycle
- CNC Fanuc G73 Musterwiederholungszyklus
- Planeinstechen mit dem G74-Peck-Bohrzyklus CNC-Programmiertutorial
- G81 Bohrzyklus G83 Tiefenbohren mit G98 G99 Beispielprogramm
- Fanuc G84 Starrer Peck-Gewindebohrzyklus
- Beispiel für einen G83-Peck-Bohrzyklus
- G83 Tieflochbohrzyklus (Tiefloch) für Haas CNC
- G83 Peck-Bohrzyklus (Tiefloch) für Fanuc