


Fanuc G71 G72 G70 CNC-Drehmaschine mit festem Zyklus Beispiel für die Innenbearbeitung (Bohren und Plandrehen)
Fanuc-Programmierbeispiel, das die Verwendung mehrerer Fanuc-Festzyklen in der CNC-Programmierung zeigt. Die folgenden Festzyklen werden in diesem Programmierbeispiel für CNC-Drehmaschinen verwendet
- G71 Schruppdrehzyklus
- G72 Plandrehzyklus
- G70 Finish-Zyklus
Fanuc G71 für langweiligen Betrieb
Dieses Programmierbeispiel zeigt auch, wie der Drehzyklus G71 für die Innenbearbeitung (Bohroperation) verwendet werden kann. Wenn Sie also zusätzliches Material von der Innenseite einer Komponente entfernen möchten, können Sie den Fanuc G71-Drehzyklus auch für die interne Materialentfernung verwenden.
Fanuc-Programmierbeispiel
Beispiel für einen Fanuc-Festzyklus
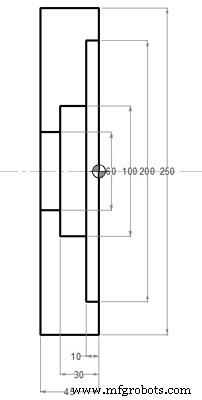
G28 U0 W0 G50 S1500 N1 T0101 M8 (OD FACING) G96 S180 M3 G0 X255.0 Z5.0 G72 W2.0 R0.5 G72 P100 Q200 F0.25 N100 G0 Z0 G41 G1 X-2.0 F0.18 N200 G0 Z5.0 G40 X255.0 G28 U0 W0 N2 T0404 M8 (ID ROUGH) G96 S180 M3 G0 X50.0 Z5.0 G71 U2.0 R0.5 G71 P500 Q600 U-0.5 W0.1 F0.25 N500 G0 X202.0 G41 G1 Z0 F0.12 X200.0 Z-10.0 X100.0 Z-30.0 X60.0 Z-45.0 N600 X50.0 G40 G0 Z5.0 G28 U0 W0 N3 T0505 M8 (ID FINISH) G96 S220 M3 G0 X50.0 Z5.0 G70 P500 Q600 G0 X50.0 Z5.0 G28 U0 W0 M5 M9 M30
Haas CNC-Fräseinstellungen-Quiz – Testen Sie Ihr Wissen über Haas-Einstellungen
Einrichten einer CNC-Fräsmaschine
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70
- CNC Fanuc G72 Festzyklus Plandrehen
- Fanuc G70 G71 Programmbeispiel für einen Schrupp- und Schlichtdrehzyklus
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- CNC-Programmierbeispiel für G75-Festzyklus zum Einstechen
- Beispiel für ein CNC-Fräsprogramm für G81-Bohren
- Fanuc G94 Facing Cycle CNC-Beispielprogramm
- Beispielcode für G71-Schruppdrehzyklus – CNC-Drehmaschinenprogrammierung