


Fanuc G68 Koordinatenrotation – Unterprogrammbeispiel
CNC-Programmbeispielcode, um zu zeigen, wie der Fanuc G68 Koordinatenrotations-G-Code in einem Unterprogramm verwendet werden kann, um den größten Nutzen aus seiner Funktionalität zu ziehen.
Beispiel für G68-Koordinatenrotation
Hauptprogramm
N5 G54 N10 G43 T10 H10 M6 N15 S2000 M3 F300 M98 P030100 ; Subprogram call N25 G0 Z50 N30 M30
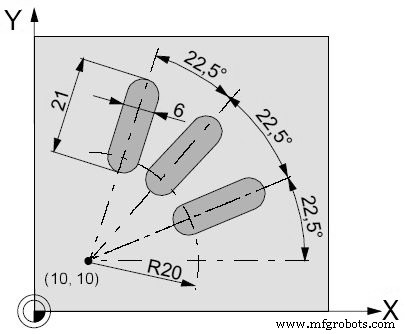
Unterprogramm
O0100 N10 G91 G68 X10 Y10 R22.5 N15 G90 X30 Y10 Z5 N20 G1 Z-2 N25 X45 N30 G0 Z5 N35 M17
Bridgeport G-Codeliste – CNC-Fräsmaschine
G-Codes und M-Codes für CNC-Maschinen – CNC-Fräsen und -Drehen
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- Fanuc CNC-Programmbeispiel
- Fanuc G20 Messung in Zoll mit CNC-Programmbeispiel
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Fanuc G94 Facing Cycle CNC-Beispielprogramm
- Fanuc G72 Facing Canned Cycle Beispielprogramm
- Beispielprogramm Beispiel Fanuc G72 Plandrehzyklus Einzeiliges Format
- Fanuc G68-Koordinatenrotation
- Fanuc-G-Code-Liste