


Eine gängige Methode zur Erzielung der Werkstückgenauigkeit bei der CNC-Bearbeitung!
Die Bearbeitungsgenauigkeit bezieht sich auf den Grad, in dem die tatsächlichen geometrischen Parameter (Größe, Form und Position) des Teils nach der Bearbeitung mit den in den Zeichnungen angegebenen idealen geometrischen Parametern übereinstimmen. Je höher der Grad dieser Konformität, desto höher die Bearbeitungsgenauigkeit.
Bei der Bearbeitung ist es aufgrund des Einflusses verschiedener Faktoren tatsächlich unmöglich, jeden geometrischen Parameter des Teils so zu verarbeiten, dass er vollständig mit dem idealen geometrischen Parameter übereinstimmt, und es wird immer einige Abweichungen geben. Diese Abweichung ist der Bearbeitungsfehler.
Heute werden wir von den folgenden drei Aspekten vorstellen:
- Methoden zum Erhalten der Maßhaltigkeit von Teilen
- Methoden zum Erhalt der Formgenauigkeit
- So erhalten Sie eine Positionsgenauigkeit
Methoden zum Erhalten der Maßhaltigkeit von Teilen
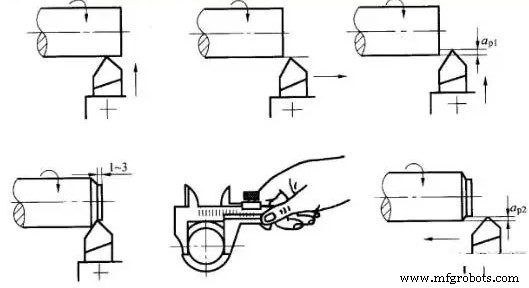
(1) Probeschneidemethode
Das heißt, versuchen Sie zuerst, einen kleinen Teil der bearbeiteten Oberfläche zu schneiden, messen Sie die durch den Testschnitt erhaltene Größe, passen Sie die Position der Schneidkante des Werkzeugs relativ zum Werkstück entsprechend den Bearbeitungsanforderungen an, versuchen Sie dann den Schnitt und dann messen, nach zwei oder drei Probeschnitten und Messungen, wenn die Maschine bearbeitet ist. Nachdem das gewünschte Maß erreicht ist, wird die gesamte zu bearbeitende Fläche geschnitten.
Das Probeschnittverfahren wird solange wiederholt, bis die geforderte Maßhaltigkeit durch „Probeschnitt – Messen – Justieren – Wiederholungsschnitt“ erreicht ist. Zum Beispiel die Probebohrbearbeitung des Kastenlochsystems.
Die durch das Probeschneideverfahren erreichte Präzision kann sehr hoch sein, es erfordert keine komplizierten Vorrichtungen, aber dieses Verfahren ist zeitaufwändig (erfordert mehrfaches Einstellen, Probeschneiden, Messen, Berechnen), geringe Effizienz und hängt vom technischen Niveau ab Arbeiter und die Genauigkeit von Messgeräten. Die Qualität ist instabil, daher wird sie nur für die Einzelstück-Kleinserienproduktion verwendet.
Als eine Art Versuchsschneideverfahren – Abgleichen – basiert es auf dem bearbeiteten Werkstück, dem Bearbeiten eines anderen passenden Werkstücks oder einem Verfahren zum Kombinieren von zwei (oder mehr) Werkstücken für die Bearbeitung. Die Anforderungen an die endgültige verarbeitete Größe im Matching-Prozess basieren auf den Matching-Anforderungen mit den verarbeiteten Teilen.
(2) Anpassungsmethode
Die genauen Relativpositionen von Werkzeugmaschinen, Vorrichtungen, Werkzeugen und Werkstücken werden vorab mit Mustern oder Normteilen eingestellt, um die Maßhaltigkeit des Werkstücks sicherzustellen. Da die Größe im Voraus eingestellt wird, ist es während der Verarbeitung nicht erforderlich, das Schneiden zu versuchen, die Größe wird automatisch erhalten und bleibt während der Verarbeitung einer Teilecharge unverändert. Dies ist die Anpassungsmethode. Wenn Sie beispielsweise eine Fräsmaschinenhalterung verwenden, wird die Position des Werkzeugs durch den Werkzeugeinstellblock bestimmt. Das Wesentliche des Einstellverfahrens besteht darin, die Festbereichsvorrichtung oder die Werkzeugeinstellvorrichtung an der Werkzeugmaschine oder dem voreingestellten Werkzeughalter zu verwenden, um das Werkzeug dazu zu bringen, eine bestimmte Positionsgenauigkeit relativ zur Werkzeugmaschine oder Vorrichtung zu erreichen, und dann zu bearbeiten eine Charge von Werkstücken.
Das Zuführen des Werkzeugs auf der Werkzeugmaschine gemäß der Skala und das anschließende Schneiden ist auch eine Art Einstellmethode. Bei dieser Methode muss zuerst die Skala auf dem Zifferblatt nach der Probeschnittmethode bestimmt werden. In der Serienfertigung werden die Werkzeugeinstellgeräte wie Festbereichsanschläge, Muster und Schablonen häufig zum Einstellen verwendet.
Das Einstellverfahren hat eine bessere Bearbeitungsgenauigkeit und -stabilität als das Probeschneideverfahren und eine höhere Produktivität. Es erfordert keine hohen Werkzeugmaschinenbediener, aber es hat hohe Anforderungen an Werkzeugmaschineneinstellarbeiter. Es wird häufig in der Serien- und Massenproduktion eingesetzt.
(3) Größenbestimmungsmethode
Das Verfahren, die entsprechende Größe des Werkzeugs zu verwenden, um die Größe des zu bearbeitenden Werkstücks sicherzustellen, wird als Kalibrierverfahren bezeichnet. Es wird mit einem Werkzeug in Standardgröße bearbeitet, und die Größe der bearbeiteten Oberfläche wird durch die Werkzeuggröße bestimmt. Das heißt, ein Werkzeug mit einer bestimmten Maßgenauigkeit (z. B. eine Reibahle, ein Reibahle, ein Bohrer usw.) wird verwendet, um die Genauigkeit des bearbeiteten Teils (z. B. eines Lochs) des Werkstücks sicherzustellen.
Das Kalibrierverfahren ist einfach zu handhaben, hat eine hohe Produktivität und eine relativ stabile Bearbeitungsgenauigkeit. Es hat fast nichts mit dem technischen Niveau der Arbeiter zu tun und hat eine hohe Produktivität. Es wird häufig in verschiedenen Arten der Produktion verwendet. Wie Bohren, Reiben usw.
(4) Aktive Messmethode
Bei der Verarbeitung ist dies die aktive Messmethode, das Messen der Verarbeitungsgröße während der Verarbeitung und das Vergleichen der gemessenen Ergebnisse mit der für das Design erforderlichen Größe oder das Weiterarbeiten der Werkzeugmaschine oder das Anhalten der Werkzeugmaschine. P>
Derzeit können Werte in aktiver Messung digital angezeigt werden. Das aktive Messverfahren fügt dem Prozesssystem (dh der Einheit aus Werkzeugmaschine, Werkzeug, Vorrichtung und Werkstück) das Messgerät hinzu, das zu seinem fünften Faktor wird.
Die aktive Messmethode hat eine stabile Qualität und eine hohe Produktivität, was die Entwicklungsrichtung ist.
(5) Automatische Kontrollmethode
Dieses Verfahren besteht aus Messgerät, Zuführgerät und Kontrollsystem. Es ist ein automatisches Verarbeitungssystem, das aus Mess-, Zuführ- und Kontrollsystem besteht, und der Verarbeitungsprozess wird automatisch vom System abgeschlossen.
Eine Reihe von Aufgaben wie Dimensionsmessung, Werkzeugkompensationseinstellung, Schneiden und Werkzeugmaschinenparken werden automatisch ausgeführt, um automatisch die erforderliche Dimensionsgenauigkeit zu erreichen. Beispielsweise steuern die Teile bei der Bearbeitung auf einer CNC-Werkzeugmaschine die Bearbeitungsreihenfolge und Bearbeitungsgenauigkeit durch verschiedene Anweisungen des Programms.
Methoden zum Erhalt der Formgenauigkeit
1) Flugbahnmethode
Dieses Bearbeitungsverfahren verwendet die Bahn der Werkzeugspitzenbewegung, um die Form der bearbeiteten Oberfläche zu formen. Gewöhnliches Drehen, Fräsen, Hobeln und Schleifen gehören zur Methode der Werkzeugspitzenbahn. Die mit diesem Verfahren erzielte Formgenauigkeit hängt hauptsächlich von der Genauigkeit der Umformbewegung ab.
2) Formgebungsverfahren
Die Form der bearbeiteten Oberfläche wird erhalten, indem die Geometrie des Umformwerkzeugs verwendet wird, um einige der Umformbewegungen der Werkzeugmaschine zu ersetzen. Wie Formdrehen, Fräsen, Schleifen usw. Die durch das Umformverfahren erzielte Formgenauigkeit hängt hauptsächlich von der Form der Schneidkante ab.
3) Expansionsmethode
Die Form der bearbeiteten Oberfläche wird unter Verwendung der Hüllfläche erhalten, die durch die Wälzbewegung des Werkzeugs und des Werkstücks gebildet wird, wie z. B. Wälzfräsen, Wälzstoßen, Zahnradschleifen, Rändeln usw. Die durch dieses Verfahren erzielte Formgenauigkeit hängt hauptsächlich ab von die Formgenauigkeit der Klinge und die Genauigkeit der erzeugenden Bewegung.
Wie man die Positionsgenauigkeit erhält
Bei der Bearbeitung wird die Genauigkeit der Position der bearbeiteten Oberfläche zu anderen Oberflächen hauptsächlich durch das Spannen des Werkstücks bestimmt.
1) Suchen Sie direkt nach dem formellen Clip
Dieses Verfahren ist ein Spannverfahren, bei dem die Position des Werkstücks direkt auf der Werkzeugmaschine mit einer Messuhr, einer Anreißscheibe oder einer Sichtkontrolle lokalisiert wird.
2) Markieren Sie die Linie, um die richtige Klemme zu finden
Bei dieser Methode werden zuerst die Mittellinie, die Symmetrielinie und die Bearbeitungslinie jeder zu bearbeitenden Oberfläche auf dem Rohling gemäß der Teilezeichnung gezeichnet, dann das Werkstück auf der Werkzeugmaschine installiert und die Spannposition des Werkstücks auf der Maschine ausgerichtet Werkzeug gemäß der gezeichneten Linie.
Dieses Spannverfahren hat eine geringe Produktivität, geringe Präzision und ein hohes technisches Niveau der Arbeiter. Es wird im Allgemeinen zur Bearbeitung komplexer und schwerer Teile in der Einzelstück-Kleinserienfertigung verwendet oder wenn die Maßtoleranz des Rohlings groß ist und nicht direkt mit einer Vorrichtung gespannt werden kann.
3) Mit einer Vorrichtung festklemmen
Die Vorrichtung wird speziell nach den Anforderungen des zu bearbeitenden Prozesses ausgelegt. Die Positionierungselemente an der Vorrichtung können schnell die richtige Position des Werkstücks relativ zu der Werkzeugmaschine und dem Werkzeug einnehmen, und die Spann- und Positionierungsgenauigkeit des Werkstücks kann ohne Ausrichtung sichergestellt werden. Die Positioniergenauigkeit ist hoch, es müssen jedoch spezielle Vorrichtungen entwickelt und hergestellt werden, die in der Serien- und Massenproduktion weit verbreitet sind.
Herstellungsprozess
- Werkzeugdurchbiegung in der CNC-Bearbeitung
- So konstruieren Sie Teile für die CNC-Bearbeitung
- CNC-Bearbeitung für Keramik
- Wie kann die CNC-Bearbeitung die Genauigkeit der Werkstückbearbeitung verbessern?
- 5 gängige Anwendungen für die CNC-Kunststoffbearbeitung
- Tipps und Tricks zur CNC-Bearbeitung
- Gängige Methoden zum Erzielen der Teilegenauigkeit bei der Bearbeitung
- Lösungen für häufige Probleme bei der Bearbeitung von CNC-Bearbeitungszentren
- Gängige Methoden zur Erzielung der Werkstückgenauigkeit bei der Bearbeitung (2)
- Identifizieren häufiger CNC-Bearbeitungsfehler und Kontrollmaßnahmen