


Fanuc G72.1 Beispiel für Rotationskopierprogramm
Fanuc G72.1 Rotationskopie Programmierbeispiel, G72.1 G-Code wird verwendet, um wiederholt eine Figur mit Rotationsbewegung zu erzeugen.
Fanuc G72.1 Rotationskopie
Mit G72.1 Rotational Copy G-Code kann eine von einem Unterprogramm spezifizierte Figur wiederholt mit Rotationsbewegung produziert werden.
Weitere Informationen Fanuc G72.1 Rotational Copy (Figure Copy Function CNC Mill)
Fanuc G81 Bohrzyklus
Der G81-Bohrzyklus wird für einfache Bohr-/Anbohrvorgänge verwendet.
Lesen Sie den vollständigen Artikel mit Programmbeispielen Fanuc G81-Bohrzyklus
Fanuc G72.1 Programmbeispiel
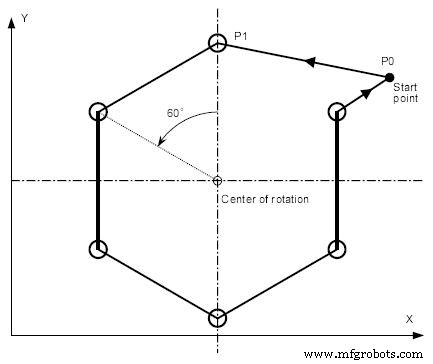
Hauptprogramm
O2000 ; N10 G90 G00 G17 X250. Y100. Z100. ; (P0) N20 G72.1 P2100 L6 X100. Y50. R60. ; N30 G80 G00 X250. Y100. ; (P0) N40 M30 ;
Unterprogramm
O2100 N100 G90 G81 X100. Y150. R60. Z10. F200. ; (P1) N200 M99 ;
Fanuc G72.2 Linear Copy (Abbildungskopierfunktion CNC-Fräse)
Fanuc G72.1 Rotationskopie (Abbildungskopierfunktion CNC-Fräse)
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- Fanuc CNC-Programmbeispiel
- Fanuc G20 Messung in Zoll mit CNC-Programmbeispiel
- Fanuc G70 G71 Programmbeispiel für einen Schrupp- und Schlichtdrehzyklus
- Fanuc CNC-Drehmaschinen-Programmierbeispiel
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Haas G71-Beispielprogramm
- Fanuc G94 Facing Cycle CNC-Beispielprogramm
- Fanuc-M-Code-Liste