


Fanuc G72.1 Beispiel für ein G72.2-Bildkopierprogramm (Bolzenlochkreis)
Dieses CNC-Programmbeispiel zeigt, wie sowohl G72.1- als auch G72.2-Figurenkopierfunktionen einander in einem Teileprogramm aufrufen können, lesen Sie die nachstehenden Programmierhinweise sorgfältig durch.
Programmierung
Fanuc G72.1 Rotationskopie
Mit G72.1 Rotational Copy G-Code kann eine durch ein Unterprogramm spezifizierte Figur wiederholt mit Rotationsbewegung produziert werden .
Lesen Sie die G72.1-Definition mit dem Programmbeispiel Fanuc G72.1 Rotational Copy (Abbildung Copy Function CNC Mill)
Fanuc G72.2 Lineare Kopie
Mit G72.2 Linear Copy G-Code kann eine durch ein Unterprogramm spezifizierte Figur wiederholt mit Linearbewegung produziert werden .
Lesen Sie die G72.2-Definition mit dem Programmbeispiel Fanuc G72.2 Linear Copy (Abbildung Kopierfunktion CNC-Fräse)
Fanuc G81 Bohrzyklus
Der G81-Bohrzyklus wird für einfache Bohr-/Anbohrvorgänge verwendet.
Lesen Sie die Definition des G81-Bohrzyklus mit Programmbeispielen Fanuc G81-Bohrzyklus
Programmierungshinweise
Angabe von zwei oder mehr Befehlen zum Kopieren einer Figur
- G72.1 kann nicht mehr als einmal in einem Unterprogramm zum Erstellen einer Rotationskopie angegeben werden (wenn dies versucht wird, tritt Alarm PS0900 auf).
- G72.2 kann nicht mehr als einmal in einem Unterprogramm zum Erstellen einer linearen Kopie angegeben werden (wenn dies versucht wird, tritt Alarm PS0901 auf).
- In einem Unterprogramm, das eine Rotationskopie spezifiziert, kann jedoch eine lineare Kopie spezifiziert werden. In ähnlicher Weise kann in einem Unterprogramm, das eine lineare Kopie angibt, eine Rotationskopie angegeben werden.
Fanuc G71.2 G72.2 Programmbeispiel
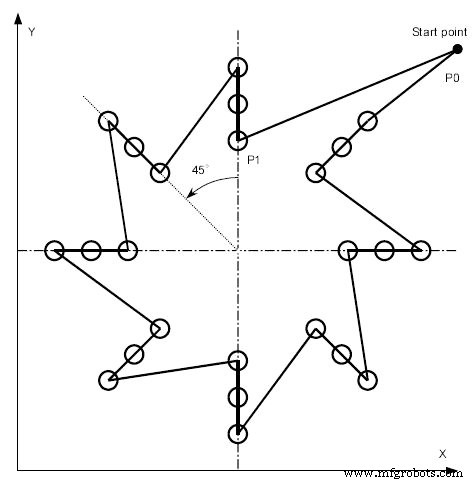
Hauptprogramm
O4000 ; N10 G90 G00 G17 X240. Y230. Z100. ; (P0) N20 G72.1 P4100 X120. Y120. L8 R45. ; N30 G80 G00 X240. Y230. ; (P0) N40 M30 ;
Unterprogramm-Rotationskopie (G72.1)
O4100 N100 G72.2 P4200 I0 J20. L3 ; N200 M99 ;
Unterprogramm Lineare Kopie (G72.2)
O4200 N110 G90 G81 X120. Y180. R60. Z10. F200. ; (P1) N210 M99 ;
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- Fanuc CNC-Programmbeispiel
- Fanuc G20 Messung in Zoll mit CNC-Programmbeispiel
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Fanuc G94 Facing Cycle CNC-Beispielprogramm
- Fanuc G72 Facing Canned Cycle Beispielprogramm
- Beispielprogramm Beispiel Fanuc G72 Plandrehzyklus Einzeiliges Format
- G72 Bolzenloch entlang eines Winkels CNC-Beispielprogramm
- Haas CNC G71 Bolzenlochbogenbefehl Beispielprogramm