


Haas G72 Typ I Schrupp- und G70 Schlichtzyklus Programmbeispiel – Fanuc-kompatibel
Haas-Drehmaschinen-Programmierbeispiel zur Veranschaulichung der Verwendung und Programmierung des Haas G72 Typ I Schruppbearbeitungszyklus / G70-Schlichtzyklus.
Der obige Code funktioniert auch auf CNC-Drehmaschinen mit Fanuc-CNC-Steuerung mit geringen oder keinen Änderungen.
Alle G-Codes / M-Codes, die in diesem Haas-Drehmaschinen-Programmierbeispiel verwendet werden, sind unten mit Beschreibung angegeben.
Haas G72 Typ I Schruppen G70 Programmbeispiel für Schlichtzyklus zum Plandrehen
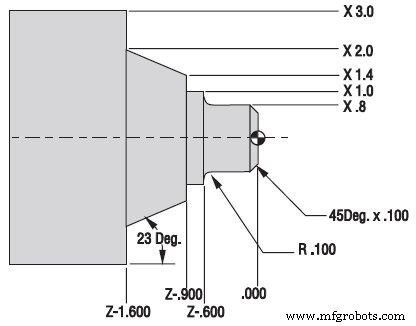
Haas G72 Typ I Schrupp- und G70 Schlichtprogrammbeispiel
O00096 N1 (G72 ROUGHING FACE) N2 G53 G00 X0. Z0. T0 (Sending home for a tool change) N3 T101 (O.D. TOOL x .031 TNR) (Select Tool 1 Offset 1) N4 G50 S3000 N5 G97 S450 M03 N6 G54 G00 X3.1 Z0.1 M08 (Rapid to start point above part stock) N7 G96 S370 N8 G72 P9 Q18 U0.01 W0.01 D0.06 F0.012 (G72 Rough Facing Cycle with TNC) N9 G41 G00 Z-1.6 (Starting sequence number defined by P8 in G72 and G70) N10 G01 X2. F0.008 N11 X1.4 Z-0.9 N12 X1. N13 Z-0.6 N14 G03 X0.8 Z-0.5 R0.1 N15 G01 Z-0.1 N16 X0.6 Z0. N17 X-0.062 N18 G40 G00 Z0.1 (End of part path geometry defined with P17 in G72 and G70) N19 G97 S450 M09 N20 G53 G00 X0. Z0. T0 (Sending home for a tool change) N21 M01 (Optional Stop) N22 (G70 FINISHING FACE) N23 G53 G00 X0. Z0. T0 (Sending home for a tool change) N24 T202 (O.D. TOOL x .015 TNR) (Select Tool 2 Offset 2) N25 G50 S3000 N26 G97 S450 M03 N27 G54 G00 X3.1 Z0.1 M08 (Rapid to start point) N28 G96 S420 N29 G70 P9 Q18 (Finish Facing with G70 Finish Cycle) N30 G97 S450 M09 N31 G53 G00 X0. Z0. T0 (Sending home for a tool change) N32 M30 ( End of Program and Reset)
G-Codes
G00 Eilgangbewegung.
G01 Lineare Interpolationsbewegung.
G03 Kreisinterpolation – Gegenuhrzeigersinn.
G41 Werkzeugschneidenkorrektur LINKS der programmierten Bahn.
G40 Werkzeugschneidenkorrektur ABBRECHEN.
G50 Maximale Spindeldrehzahlgrenze.
G53 Koordinatenverschiebung der Maschinennullpositionierung.
G54 Werkstückversatz-Positionierungskoordinate Nr. 1 (Einstellung 56)
G72 Endflächen-Abtragszyklus.
G70 Schlichtzyklus.
G96 Konstante Schnittgeschwindigkeit Ein.
G97 Konstante Schnittgeschwindigkeit Abbrechen.
M-Codes
M01 Optionaler Programmstopp.
M03 Startet die Spindel VORWÄRTS.
M30 Programmende und Zurücksetzen auf den Programmanfang.
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- CNC-Programmierbeispiel mit Fanuc G71 Schruppdrehzyklus und G70
- CNC Fanuc G72 Festzyklus Plandrehen
- Fanuc CNC-Programmbeispiel
- Fanuc G70 G71 Programmbeispiel für einen Schrupp- und Schlichtdrehzyklus
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Haas G71-Beispielprogramm
- CNC G81 Bohrzyklus-Programmbeispiel
- G72 Facing Cycle Einzeiliges Format für Fanuc 10T 11T 15T