


Fanuc G52 Local Coordinate G15 G16 Polar Coordinate Programmbeispiel
Einreichen von:Brian
Zeichnung/Bild
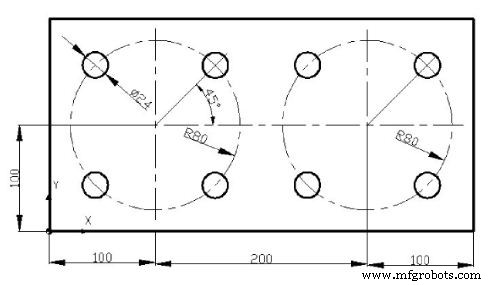
CNC-Programm
;Fanuc Program Example ;G52 Local Coordinate System ;G15 G16 Polar Coordinate O1453 G91 G28 X0 Y0 Z0 M06 101 M03 S1000 G90 G54 G43 H1 G52 X100 Y100 G00 X0 Y0 G00 Z5 G16 G81 X80 Y45 Z-16 R2 F200 Y135 Y225 Y315 G15 G52 X300 Y100 G00 X0 Y0 G16 G81 X80 Y45 Z-16 R2 Y135 Y225 Y315 G15 G28 Z0 M30
Selca CNC G13 G20 G21 G51 Programmbeispiel
Fanuc G15 G16 Polarkoordinatenbefehl, Beispiel für ein Lochkreisprogramm
CNC-Maschine
- Fanuc G75 Einstechzyklus CNC-Programmbeispiel
- CNC Fanuc G73 Musterwiederholungszyklus CNC-Programmbeispiel
- Fanuc CNC-Programmbeispiel
- Fanuc G20 Messung in Zoll mit CNC-Programmbeispiel
- Fanuc G70 G71 Programmbeispiel für einen Schrupp- und Schlichtdrehzyklus
- G90 Drehzyklus Fanuc – Beispielcode für CNC-Programm
- Fanuc G94 Facing Cycle CNC-Beispielprogramm
- Fanuc G72 Facing Canned Cycle Beispielprogramm
- Lokaler Haas-CNC-M97-Unterprogrammaufruf mit CNC-Programmbeispiel
- Fanuc G68-Koordinatenrotation