Industrielle Fertigung
CNC-Maschine
CNC-Fräsprogrammbeispiel Ein sehr einfaches Tutorial zur Programmierung von CNC-Fräsmaschinen für Anfänger. Ein leicht verständlicher Programmiercode für CNC-Fräsen. Dies ist ein CNC-G-Codebeispiel ohne die Verwendung eines CNC-Festzyklus. Verwandte Beispiele für CNC-Fräsprogramme CNC G02 Kreisi
CNC-Fräsprogrammierung Kreisinterpolation Beispiel Beispiel für ein CNC-Fräs-Kreisinterpolationsprogramm zur Veranschaulichung der Verwendung von G02 G03-Kreisinterpolations-G-Codes.Leicht verständliches CNC-Fräscodierungs-Tutorial für Anfänger und erfahrene CNC-Programmierer und CNC-Maschinisten.
CNC G02 Kreisinterpolation im Uhrzeigersinn CNC-Programm-Tutorial Tutorial zur CNC-Fräsprogrammierung für CNC-Programmierer/CNC-Maschinisten, um die Verwendung der G-Code G02-Kreisinterpolations-Fräsprogrammierung zu verstehen. Das Beispielprogramm für CNC-Fräsen ist selbst für CNC-Programmierer u

Haas CNC Mill G-Codes (vorbereitende Funktionen) Dies ist die CNC-Mühlen-G-Code-Liste für die Haas-CNC-Fräsmaschinen. Natürlich sind G-Codes für die Programmierung von CNC-Fräsen das Rückgrat, wenn CNC-Programmierer ihre Aufgabe erfüllen, eine CNC-Fräse zu programmieren. Verwandte Artikel: Haas C
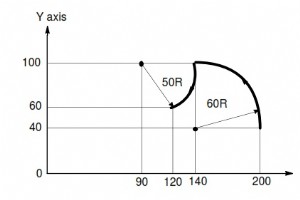
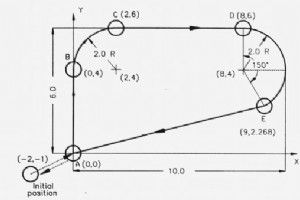
Es folgt ein Beispielcode für ein CNC-Programm für eine CNC-Fräsmaschine.Dieser CNC-Beispielcode veranschaulicht die Verwendung von CNC-Absolutprogrammierung G90 G-Code und Inkrementalprogrammierung G91 G-Code sowie die Verwendung von Kreisinterpolations-G-Code (G02/G03). Dieses CNC-Programm zeichn
![Mehr Fertigungsstätten heißen CNC-Maschinistinnen willkommen [Bilder]](https://www.mfgrobots.com/article/uploadfiles/202211/2022111714113737_S.jpg)
CNC-Maschinistinnen Seiten:1 2 3 4 5
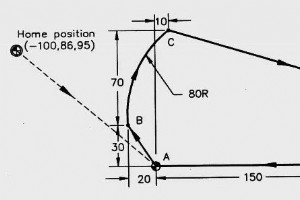
Beispielprogramm für CNC-Fräsen mit Erklärung des Programmcodes.Dieses Tutorial zur Programmierung von CNC-Fräsmaschinen zeigt, wie Kreisinterpolation G2 / G3 G-Code programmiert werden. Sowie Programmierung von geraden Linien für CNC-Fräsmaschine.Dieses CNC-Fräs-Beispielprogramm ist ohne die Hilfe
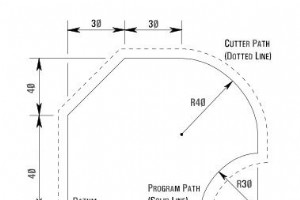
Dies ist ein Programmierbeispiel für CNC-Bearbeitungszentren oder eine Programmierübung für vertikale Bearbeitungszentren (VMCs). Grundlegend und leicht verständlich für CNC-Maschinisten / CNC-Programmierer auf Anfängerniveau. Veranschaulicht auch die Verwendung des CNC-G-Codes G41 Fräserradiuskom
Siemens Easy CNC App für iPhone iPad Die einfach zu bedienende SINUMERIK CNC ist jetzt noch einfacher zu erlernen mit der Easy CNC App. Siemens Easy CNC App für iPhone und iPad. Die Siemens Easy CNC App enthält alle aktuellen SINUMERIK Schulungsunterlagen und sorgt dafür, dass Sie immer auf dem n
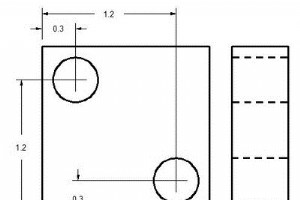
Der Fanuc G81-Bohrzyklus wird für einfache Bohrvorgänge verwendet, daher ist hier ein CNC-Programmbeispiel, das zeigt, wie der G81-Bohrzyklus verwendet werden kann. CNC-Programm Fanuc G81 Bohrzyklus-Beispielprogramm N1 T1 M06N2 G90 G54 G00 X.3 Y1.2N3 S1200 M03N4 G43 H01 Z1. M08N5 G81 Z-.6 R.1 F10N
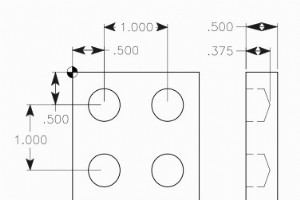
CNC-Programmbeispiel für vertikale CNC-Bearbeitungszentren veranschaulicht die Verwendung des G81-Bohrzyklus. Beispielprogramm G81 Bohren Festzyklus CNC-Fräsprogramm Beispielcode O10075N1 T16 M06N2 G90 G54 G00 X0.5 Y-0.5N3 S1450 M03N4 G43 H16 Z1. M08N5 G81 G99 Z-0.375 R0.1 F9.N6 X1.5N7 Y-1.5N8 X0.
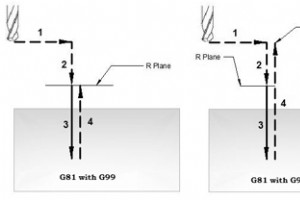
Ein vollständiges CNC-Teileprogramm, das zeigt, wie G98 und G99 (Festzyklus-Rückkehrebene) mit dem G81-Bohrzyklus und dem G83-Peck-Bohrzyklus zum Bohren einer Komponente mit unterschiedlichen Höhen arbeiten. G98 G99 Zusammenfassung G98 und G99 sind modale Befehle, die die Funktionsweise von Festzyk
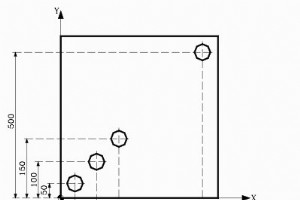
Dieses CNC-Programmbeispiel erklärt die Verwendung des G81-Bohrzyklus, aber dieses Mal wird das Werkzeug nicht auf die übliche Weise positioniert (G90 absoluter Programmiermodus), sondern diesmal wird der G91 inkrementelle Programmiermodus verwendet.Dieser Programmierbeispielcode erklärt auch den Ve

Sandvik Coromant ist der weltweit führende Anbieter von Zerspanungswerkzeugen und Werkzeuglösungen für die metallverarbeitende Industrie. Sandvik Coromant hat 8.000 Mitarbeiter und ist in 130 Ländern vertreten.Sandvik Coromant bietet erstklassige Produkte zum Drehen, Fräsen, Bohren und Werkzeugspann

CNC M01 M-Code oder Sonstige Funktion ist ein M01 optionaler Stopp oder ein Bedingter Programmstopp . Kurz gesagt, die CNC-Programmverarbeitung stoppt mit dem optionalen Stopp M01, wenn der CNC-Maschinenbediener die optionale Stopp-Drucktaste gedrückt oder den optionalen Stopp-Kippschalter in den E
Twenty6 Products, LLC , aus Belgrad, Montana, hat einen internationalen Ruf für die Herstellung robuster, kompromissloser High-End-Mountainbike-Komponenten, die entworfen, konstruiert und CNC-bearbeitet werden, um zu gewinnen – mit Stil! Das hervorragende Finish, die Qualität und der Charakter von
Siemens SINUMERIK CNC-Steuerungen bieten eine leistungsstarke „Online-Hilfe“ mit integriertem Gesamtinhaltsverzeichnis direkt an der Steuerung. In der CNC-Steuerung Siemens Sinumerik ist eine umfangreiche kontextsensitive Online-Hilfe hinterlegt. SINUMERIK- Integrierte Online-Hilfe So brauchen S
Die CNC-Programmierung ist nicht so schwer zu erlernen und zu beherrschen, insbesondere die CNC-Programmierung für CNC-Drehmaschinen. Weil CNC-Drehmaschinen nur zwei Achsen haben, um mit der X-Achse und der Z-Achse zu arbeiten. CNC-Programmierung für CNC-Maschinenbauer Die X-Achse der CNC-Drehmas
Das Buch „CNC Programming Techniques:An Insider’s Guide to Effective Methods and Applications “ wurde von Peter Smid, dem Autor des Bestsellers CNC Programming Handbook und der Fanuc CNC Custom Macros, geschrieben , deckt diese praktische und sehr nützliche Ressource mehrere Themen der CNC-Programm
G-Code G76 ist ein CNC-Zyklus, der zum Gewindeschneiden auf CNC-Maschinen verwendet wird. Gewindezyklus G76 wird hier G76-Gewindezyklus erklärt . Kegelgewindeschneiden mit G76 Gewindezyklus wird hier erklärt G76 Tapered Threading Zum mehrgängigen Gewindeschneiden mit G76 siehe G76 Multi-Start-Thr
CNC-Maschine