Industrielle Fertigung
CNC-Maschine
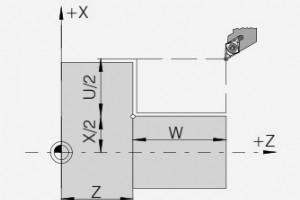
Der G20-Längsdrehzyklus für die CNC-Steuerung Fanuc 21 TB ist ein modaler G-Code.Der G20-Drehzyklus kann auch zum Geraddrehen und Kegeldrehen verwendet werden.Der G20-Drehzyklus ist einfach zu programmieren und zu erlernen. Der Drehzyklus G20 wird für einfaches Drehen verwendet, es sind jedoch meh

Hurco CNC bietet CNC-Werkzeugmaschinen einschließlich Bearbeitungszentren, Drehzentren und 5-Achsen, alle mit einer flexiblen Steuerung – WinMax Hurco CNC-Handbücher für Programmierung, Wartung, Sicherheit, Vorinstallation und Erste Schritte können kostenlos von der Hurco CNC-Website heruntergelade

Hurco WinMax kostenloser Download CNC-Maschinisten können die Desktop-Version von WinMax 9 kostenlos von der Hurco CNC-Website herunterladenhttp://www.hurco.com/en-us/machine-tools/our-control/Pages/WinMax9.aspx Hurco WinMax-Steuerung Hurco WinMax-Funktionsliste DXF-Skalierung:Ermöglicht das Ska
CNC-Programm, das die Verwendung von G81 Bohrzyklus G84 Gewindebohrzyklus zeigt. Da der G81-Bohrzyklus hier bereits kurz erklärt wurde, ist der G81-Bohrzyklus – CNC-Fräsprogrammierung. Programmbeispiele für G81-Bohrzyklen http://www.helmancnc.com/fanuc/fanuc-g81-drilling-cycle/. Der G84-Gewindesc
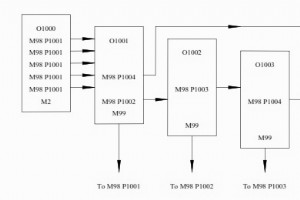
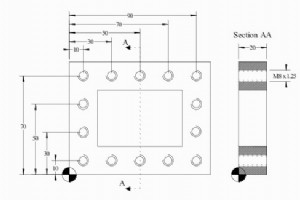
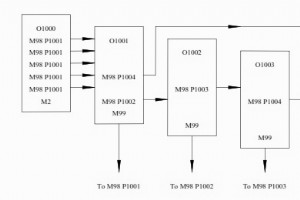
Hier ist ein Beispiel für ein Fanuc-Unterprogramm, das zeigt, wie CNC-Maschinisten das Schreiben und Warten ihrer CNC-Programme vereinfachen können, indem sie die Methode der Unterprogrammierung verwenden. CNC-Unterprogramme Unterprogrammierung ist eine Möglichkeit, mit der CNC-Maschinisten andere
G68 Koordinatenrotation Der Fanuc G68 Koordinatenrotations-G-Code macht es dem CNC-Maschinisten leicht, ein Muster von Operationen in einem gedrehten Winkel auszuführen. Kurz gesagt: Durch Angabe eines Drehwinkels mit G68 im Programm wird die eigentliche Bearbeitung an der gedrehten Koordinate du
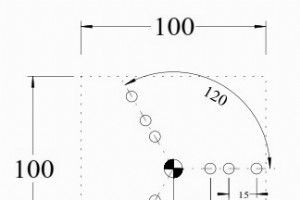
Der Fanuc G68 Koordinatenrotations-G-Code macht es CNC-Maschinisten leicht, ein Arbeitsmuster in einem gedrehten Winkel auszuführen.Hier ist ein grundlegendes CNC-Programmierbeispiel, das hilft, die tatsächliche Funktionsweise der G68-Koordinatenrotation zu verstehen. Fanuc G68 Programmbeispiel T1
Ein grundlegendes Tutorial zur CNC-Programmierung, das zeigt, wie CNC-Maschinisten Gewinde auf einer Siemens Sinumerik 802D sl CNC-Maschine schneiden können. Da Sinumerik 802D sl über den Gewindeschneidzyklus CYCLE97 verfügt, müssen CNC-Maschinenbauer zwar mit vielen Parametern umgehen, aber mehr P
Fanuc-Unterprogrammierung Die Fanuc-CNC-Steuerung bietet die Möglichkeit, auf andere Teileprogramme zuzugreifen, die im Hauptverzeichnis gespeichert sind. Für ein CNC-Programmbeispiel für den Unterprogrammaufruf lesen Sie Multi Start Threads with Fanuc G76 Threading Cycle Unterprogrammaufruf Das
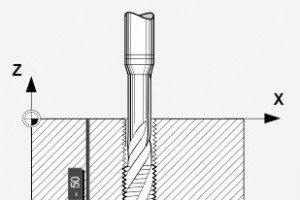
G28 Rückkehr zum Referenzpunkt G28 Referenzpunktfahrt G-Code wird verwendet, um den Referenzpunkt über eine Zwischenposition anzufahren.Die Zwischenposition kann absolut X, Z oder relativ U, W angegeben werden. Was ist Referenzpunkt lesen CNC Zero Return oder Reference Point Return Während der G2
Wenn Ihre CNC-Maschinenspindel mit einem Impulsgenerator ausgestattet ist, können Sie starres Gewindebohren mit Sinumerik G331 Rigid Tapping G-Code durchführen. Sinumerik G63 Gewindebohren mit schwimmendem Gewindebohrer Dieses Tutorial zur CNC-Programmierung zeigt, dass CNC-Maschinisten eine ander
Siemens stellt Handbücher für Sinumerik-CNC-Steuerungen kostenlos zum Download bereit. CNC-Maschinenbauer, die mit Sinumerik-CNC-Steuerungen arbeiten, können nach Belieben kostenlos Handbücher durchsuchen und herunterladen. Siemens Sinumerik 808d Handbücher CNC-Maschinisten, die an Siemens Sinumeri
Dieses Video zeigt, wie man die Maschine an einer CNC-Drehmaschine mit SINUMERIK 808D CNC-Steuerung einschaltet und die Achse referenziert. CNC-Nullpunkt-Rückkehr oder Referenzpunkt-Rückkehr Der Referenzpunkt ist ein fester Punkt innerhalb der CNC-Maschine, dessen Werte bereits in der CNC-Maschine
Sinumerik 808D cnc von Siemens ist einfach einzurichten und zu betreiben. Wie dieses Video zeigt, wie ein CNC-Dreh- und Gewindeschneidwerkzeug für die Werkzeugversatzeinstellung einfach gemessen werden kann. Sinumerik 808D Werkzeugversatzeinstellung Die Sinumerik 808D-Maschine verwendet ein intern
Mit der Siemens Sinumerik MSG()-Anweisung kann eine beliebige Zeichenfolge aus dem Teileprogramm als Nachricht an den Bediener ausgegeben werden. Diese Nachrichten können jeglicher Art sein, von Informationsnachrichten bis hin zu Nachrichten zur Anzeige kritischer Daten in Echtzeit. Beispiel-CNC-P

Normalerweise geben CNC-Maschinisten die Werkzeugversätze manuell über die CNC-Maschinensteuertafel ein/ein. Aber wenn Sie Werkzeugversatz und Arbeitsversatz über ein Programm einstellen möchten, können Sie den Haas CNC G10 Programmable Offset Setting G-Code verwenden. Zugehöriger Fanuc G10 G-Cod
CNC-Programmierer und Maschinenbediener müssen sich täglich mit unterschiedlichen Arten von Komponenten und unterschiedlichen Bearbeitungsvorgängen auseinandersetzen.Um mit dem Tempo Schritt zu halten, implementieren sie verschiedene Techniken. Was ist Unterprogrammierung? Eine dieser und am häufig
Fast jede CNC-Steuerung hat eine Möglichkeit, Unterprogramme und Unterroutinen zu erstellen. CNC-Unterprogramme werden dem CNC-Programmspeicher (CNC-Programmverzeichnis) als separate CNC-Programme hinzugefügt, die dann von einem externen CNC-Programm (Hauptprogramm) aufgerufen werden. Lesen Sie me

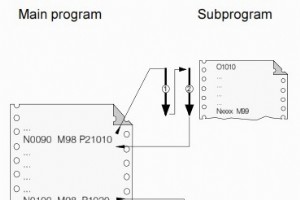
Haas M98 Unterprogrammaufruf Haas M98 Sub Program Call Code wird zum Aufrufen von Unterprogrammen (Unterprogrammen) verwendet.Das Unterprogramm muss in der Programmliste stehen, das Unterprogramm muss mit M99 enden.CNC-Maschinisten können sogar die Nummer des Unterprogramms wählen wiederholt. Was

Da die Haas-Unterprogrammbefehle M97 M98 bereits kurz mit Unterprogrammbeispielen beschrieben sind, lesen Sie hier Haas M97 Lokaler Unterprogrammaufruf mit CNC-Programmbeispiel Haas M98-Unterprogrammaufruf mit einfachem Beispielcode Weitere Artikel zu CNC-Unterprogrammen CNC-Unterprogramme Grun
CNC-Maschine