Industrielle Fertigung
CNC-Maschine
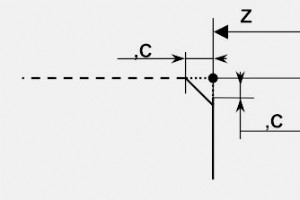
Die mit dem G-Code G01 programmierte lineare Bewegung kann durch eine Fase (C) oder einen Radius (R) mit der Bewegung des nächsten CNC-Programmsatzes verknüpft werden. Verwandt: G01 Fase und Eckenrundung eines CNC-Programmbeispiels G01 Fasenprogrammierung Die Fase kann nur durch den Buchstaben C
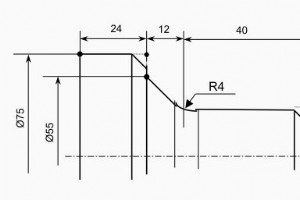
Für eine kurze Beschreibung, wie Fase und Eckenradius mit dem G01 G-Code programmiert werden, lesen Sie den folgenden Artikel zur CNC-ProgrammierungFase- und Radiusprogrammierung mit G01 G-Code. Sie können andere Artikel zu CNC-Beispielprogrammen lesen. Diese Artikel zur CNC-Programmierung sind ein
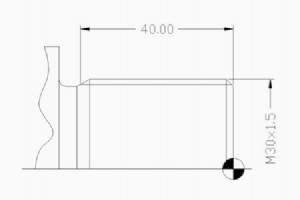
Fanuc-Serie 21i 18i 16i Gewindeschneiden mit G76-Gewindezyklus Der Fanuc G76-Zyklus kann zum Außen- und Innengewindeschneiden verwendet werden.Fanuc-Serien 21i, 18i, 16i CNC-Steuerungen verwenden zwei Programmblockformate des G76-Gewindezyklus. Für ein Beispiel für Innengewinde für das Gewindeschn
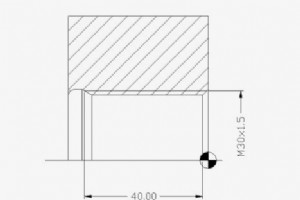
CNC-Programm für das Innengewinde mit G76-Gewindezyklus auf Fanuc-Steuerungen 21i/18i/16i. Ein Beispiel für das Außengewindeschneiden mit dem G76-Gewindezyklus finden Sie unter Außengewindeschneiden mit dem G76-Gewindezyklus auf Fanuc 21i 18i 16i CNC Fanuc 21i/18i/16i verwendet zwei Blockformate d
Run Stop Jog Continue (RSJC) ist eine CNC-Steuerungsfunktion, die auf Fräs- und Drehmaschinen von Haas verfügbar ist. Übersicht von Haas Run Stop Jog Continue (RSJC) Mit RSJC können Sie ein laufendes Programm anhalten, vom Teil wegfahren und dann die Programmausführung fortsetzen. Sobald das Werkze
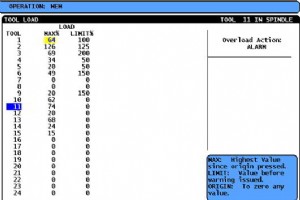
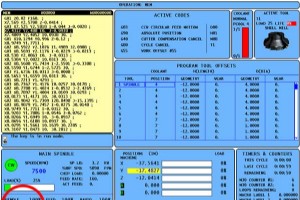
Werkzeuglastüberwachung auf Haas CNC Die Haas-CNC-Steuerung verfügt über eine Einrichtung zur Überwachung der Werkzeuglast (Spindel), die es dem CNC-Bediener erleichtert, eine Belastungsgrenze für jedes Werkzeug festzulegen, die in der Anzeige Current Commands zu finden ist und die Seite nach unten

CNC Starres Gewindeschneiden Die meisten CNC-Werkzeugmaschinen bieten jetzt als Standardfunktion die Fähigkeit zum starren Gewindebohren. Beim starren Gewindebohren werden die Spindeldrehung und der Vorschub der Maschine synchronisiert, um einer bestimmten Gewindesteigung zu entsprechen, da der sta

G-Codes werden auch Vorbereitungscodes (Vorbereitungsfunktionen) genannt. Vollständige CNC-G-Code-Liste Vollständige G-Code-Liste Liste der G-Codes, die häufig auf Fanuc und ähnlich gestalteten CNC-Steuerungen zu finden sind G-Code Gruppe Funktion A B C G00 G00 G00 01 Positionierung (Eilgang) G

Sonstige Funktionen der HAAS CNC-Drehmaschine Haas CNC-Drehmaschinen-M-Codes M-Code Beschreibung M00 Programmstopp – Modal M01 Optionaler Programmstopp – Modal M02 Programmende – Modal M03 Spindel auf Vorwärts (S) – Modal M04 Spindel auf Rückwärtsgang (S) – Modal M05 Spindelstopp – Modal M0
Vorbereitende Funktionen für HAAS-CNC-Drehmaschinen Haas CNC-Drehmaschinen-G-Codes G00 Schnelle PositionsbewegungG01 Lineare Interpolationsbewegung ODER Lineare Bewegung, Fase und Eckenrundung – ModalG02 CW Circulation Interpolation Motion – ModalG03 CCW Circular Inter
Fanuc G94 Plandrehzyklus in einem Durchgang Fanuc G94 G-Code wird zum Schruppen verwendet. Der Plandrehzyklus Fanuc G94 wird für einfaches Planen (Planen in einem Durchgang) verwendet, es sind jedoch mehrere Durchgänge möglich, indem die Z-Achsenposition zusätzlicher Durchgänge angegeben wird. Ve

M19 Spindelausrichtung M19 Spindelausrichtung. M19 M-Code stoppt die Spindel in einer definierten Winkelposition. Verwendung der Spindelorientierung Die Spindelausrichtung wird normalerweise für Fräsoperationen (angetriebene Werkzeuge) auf einer CNC-Drehmaschine verwendet. Hauptspindel und Nebens
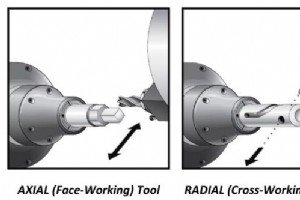
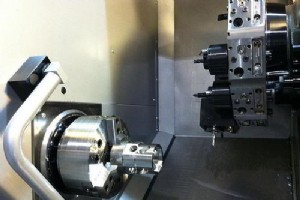
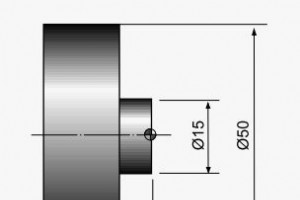
Definition angetriebener CNC-Drehmaschinen Mit der Option für angetriebene CNC-Drehmaschinen können Sie axial oder radial angetriebene Werkzeuge antreiben, um sekundäre Operationen wie Bohren oder Gewindeschneiden sowohl auf der Stirnfläche des Teils als auch um den Durchmesser herum durchzuführen.
Drehmaschinenprogrammierung mit angetriebenen Werkzeugen Dies ist ein Programmierbeispiel für eine Drehmaschine mit angetriebenen Werkzeugen, das die Verwendung eines angetriebenen Werkzeugs (angetriebene Werkzeuge) und die Spindelausrichtung auf einer CNC-Drehmaschine von Haas zeigt. Für eine kur
Drehmaschinenprogrammierung mit angetriebenen Werkzeugen Dies ist ein Programmierbeispiel für eine Drehmaschine mit angetriebenen Werkzeugen, das die Verwendung eines angetriebenen Werkzeugs (angetriebene Werkzeuge) und die Spindelausrichtung auf einer CNC-Drehmaschine von Haas zeigt. Für eine kur

Drehmaschinenprogrammierung mit angetriebenen Werkzeugen mit C-Achse Dies ist ein Programmierbeispiel für eine Drehmaschine mit angetriebenen Werkzeugen, das die Verwendung eines angetriebenen Werkzeugs (angetriebene Werkzeuge) und einer C-Achse auf einer CNC-Drehmaschine von Haas zeigt. Für eine
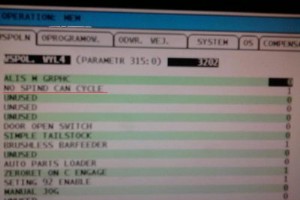
Haas CNC-Zyklen G81, G82, G83, G85, G89, G95 mit angetriebenen Werkzeugen Vor der Verwendung von G81-, G82-, G83-, G85-, G89-, G95-Festzyklen mit stirn- oder axial angetriebenen Werkzeugen muss sichergestellt werden, dass die Haas-CNC-Parameter 315 Bit 1 (NO SPINDLE CAN CYCLE) richtig eingestellt s
CNC G01 A… Winkelprogrammierung Bei Verwendung von G1 (G01) G-Code-Anweisungen sowie die Bewegungsendekoordinaten X und/oder Z, außerdem Radien (G01 R…) oder Fasen (G01 C…) an Endpunkten, der Programmierer kann den Bewegungswinkel (G01 A…) angeben. Für eine kurze Beschreibung, wie Fase und Eckenr
Vorschub pro Umdrehung (G95) G95 Vorschub pro Umdrehung G95 (Vorschub pro Umdrehung) ist ein modaler G-Code, der die Steuerung anweist, Vorschubbefehle als mm pro Umdrehung (mm/U) oder Zoll pro Umdrehung der Spindel zu interpretieren. G01 F0.02 Der obige CNC-Programmcode würde bewirken, dass die

Vorschub pro Minute (G94) G94 G-Code ist ein modaler G-Code. G94 weist die Steuerung an, Feed-Befehle als zu interpretieren Zoll/Minute oder mm/Minute für lineare Bewegungen. Grad/Minute für Drehbewegungen. Zoll/Minute oder mm/Minute für eine Kombination aus Linear- und Drehbewegungen. Wenn eine
CNC-Maschine