Industrielle Fertigung
CNC-Maschine

Die Setup- und Run-Modi von Haas sind Schlüsselschalter-Ergänzungen zur Haas-Steuerung, die eine zusätzliche Ebene an Sicherheit und Funktionalität bieten.Eingeführt in ihrer Maschinenlinie von 2011, mussten die meisten Bediener eine neue Ergänzung zu einer vertrauten Steuerung lernen. Haas Setup-

Hurco Mill G-Code-Liste für CNC-Maschinisten, die an Hurco CNC-Fräsmaschinen arbeiten. Hurco CNC sind fortschrittliche CNC-Werkzeugmaschinen, einschließlich Bearbeitungszentren, Drehzentren und 5-Achsen, alle mit der WinMax-CNC-Steuerung. Hurco VMX30U 5-Achsen-Bearbeitungszentrum Hurco-Handbücher

G-Code-Liste für Hurco-Drehzentren (Dual-Screen- und Max-Konsolen). Die G-Code-Liste für Hurco-Drehmaschinen gibt auch an, welche Hurco-G-Codes modal und welche nicht modal sind. Hurco Drehzentrum Hurco Handbücher kostenloser Download Hurco-Programmierhandbücher können kostenlos von der Hurco-Web
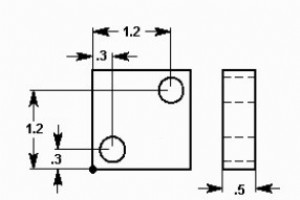
Der G82-Bohrzyklus mit Verweilzeit kann für normales Bohren verwendet werden, wenn der Boden des Lochs genauer bearbeitet werden muss. Andernfalls, wenn Sie nur einen Bohrzyklus ohne Verweilzeit am Boden des Lochs wünschen, ist der G81-Bohrzyklus eine große Zeitersparnis. Es folgt ein CNC-Programm
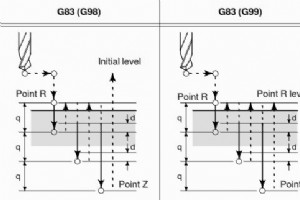
Der G-Code des G83-Peck-Bohrzyklus ist modal, sodass er bei jeder X- und/oder Y-Achsenbewegung aktiviert wird und schnell zu dieser Position fährt und dann bewirkt, dass dieser Festzyklus (Bohren) erneut ausgeführt wird, bis er abgebrochen wird (G80). . G83 Betrieb des Tieflochbohrzyklus G83 Deep
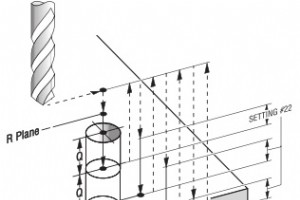
Erläuterung des Festzyklus G83 Tiefenlochbohren Der G-Code des G83-Peck-Bohrzyklus ist modal, sodass er bei jeder X- und/oder Y-Achsenbewegung aktiviert wird und schnell zu dieser Position fährt und dann bewirkt, dass dieser Festzyklus (Bohren) erneut ausgeführt wird, bis er abgebrochen wird (G80).
CNC-Programmierbeispielcode für den G83-Peck-Bohrzyklus. Der G83-Tieflochbohrzyklus macht das Bohren tiefer Löcher zum Kinderspiel. Wie beim Bohrzyklus G81 können Sie einfache Bohrungen schnell und einfach durchführen. Aber das G83-Peck-Bohren wirft aufgrund seiner Spezialität des Pickens die Spän
Die CNC-Bearbeitungszentren von Haas ermöglichen eine genaue Wiederholung des starren Gewindebohrvorgangs. So kann der standardmäßige G84-Gewindebohrzyklus zum wiederholten Gewindebohren desselben Lochs oder mehrerer Löcher verwendet werden. Auf diese Weise kann der G84-Gewindebohrzyklus für dasse
Der G84-Gewindebohrzyklus ist eine der am häufigsten verwendeten Funktionen von CNC-Bearbeitungszentren. Dieses Beispielprogramm für einen G84-Gewindebohrzyklus veranschaulicht die Verwendung des Gewindebohrens auf leicht verständliche Weise. Der G84-Gewindeschneidzyklus ist ein modaler G-Code und

Der Online-Produktkatalog von Sandvik Coromant ist einfach kein Online-Tooling- und Wendeschneidplattendatensatz, aber er ist mehr als das. Die Website des Online-Katalogs von Sandvik Coromant bietet auch kostenlose Vorschub-, Geschwindigkeits- und Schnittdatenrechner (Schnittdatenempfehlungsmodul

G74 Umgekehrter Gewindebohrzyklus Wird mit vielen Namen bezeichnet wieG74 Linksgewindebohrzyklus, G74 Rückwärtsgewindebohrzyklus, G74 Gegengewindebohrzyklus usw.Funktioniert aber so, wie G84-Gewindebohrzyklus funktioniert.Wie G84-Gewindebohrzyklus ist nur für Rechtsgewinde, sodass CNC-Maschinisten
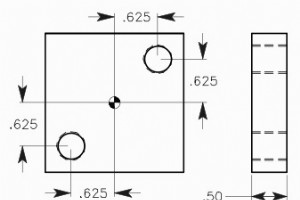
Hier ist ein weiteres Programmierbeispiel für einen G81-Bohrzyklus, das die Verwendung von Bohrwiederholungen im inkrementellen Programmiermodus G91 veranschaulicht. Ein anderes CNC-Programmbeispiel ist hier G81-Bohrzyklus – Wiederholungsbohren im G91-Inkrementalmodus-Beispielcode Wiederholen Sie d
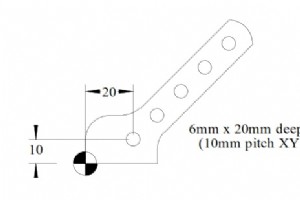
CNC-Maschinenwerkstätten befassen sich mit einer Vielzahl von Bauteilen, natürlich programmieren und bearbeiten CNC-Maschinisten diese.Aber ein CNC-Maschinist sollte auch neue und wirtschaftliche Möglichkeiten zur Bearbeitung eines Bauteils verstehen und üben. Das folgende CNC-Programmierbeispiel k
PKD-Bohrer – DER NÄCHSTE SCHRITT FÜR VERBUNDWERKSTOFFE Mit den PKD-Bohrerserien CX1 und CX2 geht Seco Tools den nächsten Schritt in der Entwicklung von Werkzeugen für die Bearbeitung von Verbundwerkstoffen. Die neue PCD-Technologie verbessert die Standzeit, Produktivität und Lochqualität (die spez

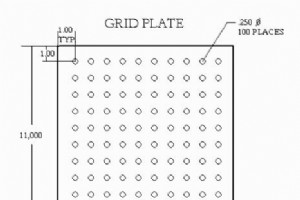
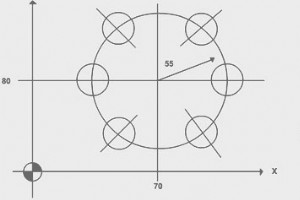
Sie möchten einen Kreis bohren oder gewindeschneiden, kennen aber nur den Radius des Kreises und die Anzahl der Löcher. G70 Lochkreis Dann machen Sie sich keine Sorgen, G70 Bolt Hole Circle erledigt die ganze Mathematik für Sie. Der G70-Lochkreiszyklus funktioniert mit G73, G74, G76, G77 und G81
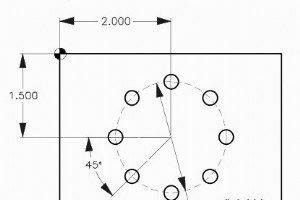
Der G70-Lochkreisbefehl erleichtert das Bohren/Gewindebohren/Bohren in einem Kreis in gleichmäßigen Abständen.Es ist nicht erforderlich, jede Lochposition zu kennen oder zu berechnen.Sie müssen nur den Radius kennen des Kreises, Startwinkel des ersten Lochs und Gesamtzahl der Löcher. G70 Lochkreisfo
Das folgende CNC-Beispielprogramm veranschaulicht die Verwendung des G83-Peck-Bohrzyklus mit G70-Bolzenlochkreis-G-Code, um gleichmäßig beabstandete tiefe Bohrer in einem Kreis zu bearbeiten. Obwohl der G70-Lochkreiszyklus mit G73, G74, G76, G77 und G81 – G89 funktioniert.Verwandt: G70 Lochkreis –
G70 Lochkreis-G-Code (Festzyklus) ist aufgrund seiner geringen Anzahl von Parametern sehr einfach zu programmieren. G70-Lochkreisparameter sind sehr selbsterklärend, aber dieses CNC-Programmierbeispiel betont den Startwinkelparameter (G70 J). G70 Startwinkelparameter J – Dies ist der Wert des Star
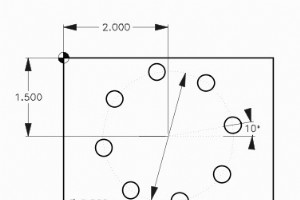
Wie bei G70 Bolt Hole Circle kann ein CNC-Maschinist gleichmäßig beabstandete Löcher in einem Kreis bohren/gewindebohren/bohren, genauso wie man manchmal gleichmäßig beabstandete Löcher in einem Bogen bohren/gewindebohren/bohren muss, also kommt G71 Bolt Hole Arc haas cnc Befehl. G71 Bolzenlochbog
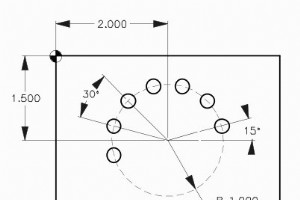
Beispielcode eines CNC-Programms für den Befehl G71 Bolt Hole Arc. Der G71-Bogenbefehl für Bolzenlöcher erleichtert das Bohren/Gewindebohren/Bohren gleichmäßig beabstandeter Löcher in einem Bogen. Festzyklen G73, G74, G76, G77 oder G81-G89 können mit dem G-Code G71 Bolzenlochbogen verwendet werden
CNC-Maschine