


Einblasen von Sauerstoff in der Konverterstahlerzeugung
Einblasen von Sauerstoff in der Konverterstahlerzeugung
Sauerstoff (O2) wird während der Stahlherstellung auf das heiße Metall im Konverter geblasen, um Verunreinigungen wie Kohlenstoff (C), Silizium (Si), Mangan (Mn) und Phosphor (P) usw. zu entfernen. Es wird eine wassergekühlte Lanze verwendet Sauerstoff mit sehr hohen Geschwindigkeiten auf ein Flüssigkeitsbad zu injizieren, um Stahl zu erzeugen. In den 1950er Jahren, als der Aufblaskonverterprozess kommerzialisiert und die Größe des Konverters auf maximal 50 Tonnen begrenzt wurde, wurde eine Lanze mit einer einlochigen Lanzenspitze zum Einblasen von O2 in den Konverter verwendet. Im Laufe der Zeit nahm die Größe des Konverters weiter zu. Dies hat eine Erhöhung der Anzahl von Löchern in der Lanzenspitze für eine bessere Verteilung von O2 über eine größere Oberfläche des Bades im Konverter erforderlich gemacht.
Mit den steigenden Anforderungen, höherwertige Stähle mit geringeren Verunreinigungen herzustellen, wird für die Stahlherstellung im Konverter O2 mit sehr hoher Reinheit benötigt. Das für die Stahlerzeugung benötigte O2 soll mindestens 99,5 % rein sein, idealerweise 99,7 % bis 99,8 % rein. Die restlichen Anteile sind 0,005 % bis 0,01 % Stickstoff (N2) und der Rest ist Argon (Ar).
In Top-Blown-Konvertern wird das O2 mit Überschallgeschwindigkeit mit konvergierenden divergenten Düsen an der Spitze der wassergekühlten Lanze ausgestoßen. Ein kräftiger Gasstrahl durchdringt die Schlacke und trifft auf die Oberfläche des Flüssigkeitsbades, um den Stahl zu veredeln. Heute arbeiten die meisten Konverter mit Lanzenspitzen, die 3 bis 6 Düsen enthalten. Sogar 8 Düsenlanzenspitzen sind im Einsatz. Die Achsen jeder der Düsen in einer Lanze mit einer Lanzenspitze mit mehreren Löchern sind in Bezug auf die Lanzenachsen geneigt und gleichmäßig um die Spitze herum beabstandet. Die Lanzenspitze besteht aus Kupfer und ist mit dem Lanzenstahlrohr verschweißt.
Die O2-Flussraten und die Geschwindigkeit des O2-Flusses mit der Lanzenrohrgröße für verschiedene Konvertergrößen sind in Tabelle 1 angegeben
| Tab 1 Auslegungsdurchfluss in Konverterlanze | |||
| Wärmegröße des Konverters in Tonnen | Sauerstoffflussrate in N Kubikmeter/h | Innenrohrdurchmesser x Dicke in mm | Geschwindigkeit des Sauerstoffflusses in m/s |
| 250-300 | 58000–66000 | 245×8 | 43,5–49,5 |
| 210 | 48000–54000 | 219×8 | 45,8–51,5 |
| 180 | 39000–44000 | 194×6 | 46,3–52,2 |
| 150 | 30000–33000 | 168×6 | 48,4–53,3 |
| 120 | 26000–28000 | 159×6 | 47,3–50,9 |
| 80 | 18000-20000 | 133×5 | 46,8–51,9 |
| 60 | 14000–16000 | 121×5 | 44,7–51,0 |
| 50 | 11000-13000 | 114×5 | 40,0–47,3 |
Bei der Konverterstahlherstellung wird O2 mit Überschallgeschwindigkeit auf heißes Metall geblasen, um Verunreinigungen wie C, Si, Mn und P usw. zu entfernen. Während des Blasens wird die Lanzenhöhe verringert, um das O2 für die Entfernung von C im Bad verfügbar zu machen. Es dauert etwa 15 bis 20 Minuten, das O2 für die Raffination einzublasen. Die Tap-to-Tap-Zeit variiert zwischen 50 und 60 Minuten, abhängig von der O2-Durchflussrate, der Zusammensetzung des heißen Metalls, dem Lanzenprofil und der Stahlchemie. Es ist interessant festzustellen, dass die O2-Blaszeit und die Tap-to-Tap-Zeit nicht wesentlich von der Kapazität des Konverters abhängen.
O2 wird in den Konverter durch eine wassergekühlte Lanze (fast 8 m bis 10 m lang) mit einer konvergent-divergenten Düse mit hohem Druck (ca. 11-14 kg/cm²) und mit Überschallgeschwindigkeit (Mach-Zahl größer als 1) eingeblasen. . Der Überschallstrahl von O2 aus der Düse trägt zu einer höheren Mitnahme von O2 im Flüssigkeitsbad bei. Während des Einblasens bildet sich eine dreiphasige Dispersion bestehend aus Schlacke/Metalltröpfchen/Gasblasen. Der wichtigste Teil der Lanze ist die Düsenspitze. Es wurde entwickelt, um einen nicht koaleszierenden freien O2-Strahl zu erzeugen. Die Funktionen der Düse sind wie folgt.
- Zufuhr und Verteilung von Sauerstoff
- Um einen gasförmigen Strahl zu erzeugen
- Um das Bad in Bewegung zu bringen
- Zur Herstellung von Metalltröpfchen
Nach dem Abzapfen der Vorschmelze und dem Ablassen der Schlacke wird die Auskleidung inspiziert. Schrott und Roheisen werden verrechnet. Der Konverter wird in die vertikale Position gekippt und die Lanze in den Behälter abgesenkt, um das Einblasen von O2 zu starten. Die Startlanzenhöhe ist so zu wählen, dass durch die Konzentration der Kraft auf den Badspiegel kein Herausschleudern kleinster Eisenpartikel (Funkenbildung) entsteht und gleichzeitig die maximale Badoberfläche vom O2-Strahl erfasst wird.
Anfänglich wird O2 weich geblasen, indem die Lanzenhöhe höher gehalten wird, um die Schlackenbildung zu fördern und den Auswurf kleiner Partikel zu vermeiden, da heißes Metall nicht von Schlacke bedeckt ist. Kalk wird normalerweise zu Beginn des Schlags und auch während des Schlags hinzugefügt. O2 wird etwa 15 bis 20 Minuten lang eingeblasen, indem die Lanzenhöhe schrittweise verringert wird, so dass das Schlackenschäumen unter Kontrolle bleibt und Oxidationsreaktionen ununterbrochen stattfinden.
Die Zufuhr von O2 in Form eines freien Gasstrahls ist ein wichtiges Merkmal der Konverterstahlherstellung sowohl in Aufblas- als auch in verschiedenen Arten von kombinierten Blaskonvertern. Bei dieser Form der O2-Versorgung ist die Gesamtzeit des O2-Einblasens nahezu unabhängig von Konverterleistung, O2-Einblasrate und Bodenrührung. Dies spiegelt sich wider, indem die dimensionslose Impulsflussrate gegenüber dem Verhältnis von Blaszeit/Gesamtblaszeit für verschiedene Konverterkapazitäten im Bereich von 30 Tonnen bis 400 Tonnen bewertet wird.
Es hat sich gezeigt, dass der dimensionslose Impulsdurchfluss die Wirkung eines freien O2-Strahls beschreibt, der durch einen konstanten Volumendurchfluss von O2 bei verschiedenen Lanzenhöhen erzeugt wird. Die dimensionslose Impulsdurchflusszahl steigt mit abnehmender Lanzenhöhe. Eine Verringerung der Lanzenhöhe macht den Schlag hart und eine Erhöhung der Lanzenhöhe macht den Schlag weich. Es kann davon ausgegangen werden, dass das Lanzenprofil anfänglich einen weichen Schlag und mit fortschreitendem Schlag einen zunehmend härteren Schlag erzeugt.
Die grundlegenden Anforderungen an das Lanzenprofil bei der gesamten Konverterstahlherstellung sind die Bildung von FeO (Eisenoxid)-reicher Schlacke in der Anfangsphase und die anschließende Entfernung von C und P durch schrittweise Erhöhung der Verfügbarkeit von O2 im Bad, um eine Überoxidation der Schlacke zu vermeiden. Die erste Anforderung wird durch ?Soft Blow? (flaches Eindringen des Strahls) und die andere Anforderung wird durch schrittweises Härten des Schlags (tiefes Eindringen des Strahls in das Bad) erreicht. Daher sind weiches und hartes Blasen eine wesentliche Voraussetzung für das Frischen von Roheisen durch Auftreffen eines O2-Strahls, unabhängig von der Konverterkapazität und der Art der Konverterstahlherstellungspraktiken (reines Aufblasen oder kombiniertes Blasen), als Ergebnis bleibt die gesamte O2-Blaszeit mehr oder weniger gleich .
Verfügbarkeit von Sauerstoff
O2 steht während des Raffinationsprozesses im Konverter energetisch zur Verfügung. Die energetische Verfügbarkeit von O2 wird erreicht, indem eine bestimmte Flussrate von O2 durch die Düse geleitet wird.
Bei der Konverterstahlerzeugung wird O2 durch Laval-Düsen geblasen. Eine Laval-Düse, auch konvergent-divergente Düse genannt, ist durch einen Strömungskanal gekennzeichnet, dessen Querschnittsfläche in Strömungsrichtung abnimmt und eine minimale Querschnittsfläche erreicht und dann in Strömungsrichtung weiter zunimmt. Die minimale Querschnittsfläche des Strömungskanals wird als Hals der Düse bezeichnet. Die Lavaldüse kann das Gas auf Überschallgeschwindigkeit (Machzahl größer 1) beschleunigen. Tatsächlich entspricht die Gasgeschwindigkeit am Ausgang einem Mach-Wert von etwa 2,0 bis 2,4.
Verhalten des freien Gasstrahls
Das Verhalten eines Gases beim Austritt aus einer einzelnen Laval-Düse in der aus Luft bestehenden Umgebung zeigt, dass sich das Gas beim Austritt aus einer Düse in der Umgebung ausbreitet und ?freier Gasstrahl? genannt wird, da die Ausbreitung nicht begrenzt ist. Ein freier Strahl in der Umgebung wird durch die potentielle Kernlänge (PCL) und Überschallkernlänge (SCL) charakterisiert. Im potentiellen Kern findet kein Mitreißen der Umgebung statt und daher ist die Geschwindigkeit des Gases sowohl in axialer als auch in radialer Richtung diejenige am Austrittswert. Jenseits des potentiellen Kerns beginnen sowohl die radiale als auch die axiale Geschwindigkeit aufgrund der Unterhaltung der Umgebung abzunehmen. Allerdings wird im freien Gasstrahl ein Punkt erreicht, an dem die Gasgeschwindigkeit einen Schallwert (M =1) erreicht. Innerhalb der Überschallkernlänge liegt die Gasgeschwindigkeit sowohl in radialer als auch in axialer Richtung über dem Überschallwert. Jenseits der Überschallkernlänge ist die Gasgeschwindigkeit Unterschall. Somit sind die radiale Ausbreitung und der axiale Geschwindigkeitsabfall über den potentiellen Kern hinaus die Hauptmerkmale eines freien Gasstrahls.
Durch die Ausbreitung nimmt die Masse des Strahls zu, was bedeutet, dass die Konzentration des Gases in der Ebene P =0 durch Mitreißen der Umgebung abnimmt. Wenn O2 durch die Düse strömt, ist die O2-Konzentration in der Ebene P2 niedriger als in P1 und bei P =0. Aber die Masse des Strahls (der Strahl besteht aus Hauptflüssigkeit + Umgebung) bei P2 ist größer als die Masse bei P1. Die axiale Geschwindigkeit des Strahls ist eine Funktion des vom Düsenausgang gemessenen axialen Abstands.
Eine der wichtigen Eigenschaften des Freistrahls besteht darin, dass er einen Impulsstrom mit sich führt, der beim Auftreffen auf die Flüssigkeit in Kraft umgewandelt wird und in die Flüssigkeit eindringt. Die Impulsströmungsrate innerhalb des Strahls bleibt erhalten. Dies ist eine wichtige Eigenschaft des Strahls, da sie nur von den stromaufwärtigen Variablen wie Druck, Anzahl und Durchmesser der Düse abhängt. Es hängt nicht von den nachgeschalteten Bedingungen ab.
Das Verhalten der von Mehrdüsenspitzen erzeugten Strahlen hängt von der Anzahl der Düsen und dem Neigungswinkel jeder Düse zur Achse der Lanze ab. Die Anzahl der Düsen in der Konverterstahlerzeugung variiert mit der Konverterkapazität, aber im Allgemeinen liegt sie zwischen 3 und 6. Der Neigungswinkel jeder Düse für eine Lanzenspitze mit drei Löchern beträgt normalerweise 10 bis 12 Grad und für eine Lanzenspitze mit fünf bis sechs Löchern im Allgemeinen 15 Grad auf 16 Grad mit der Achse der Lanze.
Die mehreren freien Gasstrahlen stromabwärts der Düse können zusammenfließen oder nicht, was vom Neigungswinkel und der Anzahl der Düsen für einen gegebenen stromaufwärtigen Druck und eine gegebene Strömungsrate des Gases abhängen würde. Ein Koaleszenzstrahl ähnelt dem eines Einzelstrahls. Wenn der Neigungswinkel für eine Lanze mit drei Löchern 10 bis 12 Grad beträgt, koaleszieren die Mehrfachstrahlen nicht bis zu einer bestimmten Entfernung stromabwärts der Düse. Ein nicht koaleszierender Strahl erzeugt beim Auftreffen auf die Flüssigkeit eine Durchdringung, die der Anzahl der Strahlen entspricht.
Der axiale Geschwindigkeitsabfall und die radiale Ausbreitung hängen vom Verhältnis Dichte der Umgebung / Dichte des O2-Jets ab. Wenn die Dichte des O2-Jets größer ist als die Dichte der Umgebung, breitet sich ein solcher Jet langsam in der Umgebung aus. Die Ausbreitungsgeschwindigkeit hängt vom Wert des Verhältnisses ab. Daher nimmt die Geschwindigkeit des Strahls in jeder Entfernung stromabwärts von der Umgebung langsamer ab. In einer solchen Situation wird ein kalter Strahl in die heiße Metallumgebung abgegeben und die Länge des potentiellen Kerns PCL und die Länge des Überschallkerns SCL ist länger als wenn das Verhältnis der Dichte der Umgebung/Dichte des O2-Strahls eins ist. Wenn das Verhältnis der Dichte der Umgebung / Dichte des O2-Strahls kleiner als eins ist, dann ist der O2-Strahl leichter als die Umgebung und der O2-Strahl breitet sich schneller aus, was zu einer geringeren Länge des potenziellen Kerns PCL und der Länge des Überschallkerns SCL führt . In einem solchen Fall wird der kalte Sauerstoffstrahl in die Schlacke eingeleitet.
Wirkung des freien Sauerstoffstrahls
Die Geschwindigkeit des freien O2-Strahls ist wichtig. Die axiale Geschwindigkeit nimmt ab, wenn der Abstand stromabwärts der Düse aufgrund des Mitreißens der Umgebung zunimmt. Im Konverter, wenn der Blasvorgang beginnt, ist die Umgebung des O2-Strahls eine heiße Atmosphäre. Wenn der Schlag fortgesetzt wird, ändert sich der umgebende Strahl von Kohlenmonoxid (CO) zu Schlacke. Die meiste Zeit ist der Strahl in Schlacke eingetaucht. Die Umgebung im Konverter ist dynamisch. Die Geschwindigkeit des Strahls hängt vom stromaufwärtigen Druck, dem stromabwärtigen Achsabstand und der Umgebung ab. Es ist schwierig, die Strahlgeschwindigkeit zu berechnen, wenn sich die Umgebung ändert, aber die Impulsflussrate innerhalb des Strahls ist unabhängig von der Entfernung stromabwärts der Düse und kann berechnet werden.
Der Strahl trägt einen Impulsstrom mit sich, der beim Auftreffen auf das Bad in Kraft umgewandelt wird. Somit kann die Wirkung des Freistrahls in Form einer dimensionslosen Durchflusszahl beschrieben werden. Die dimensionslose Durchflusszahl steigt mit abnehmender Lanzenhöhe. Somit wird eine dimensionslose Durchflusszahl verwendet, um die dynamische Variation der Lanzenhöhe zu beschreiben. Die dimensionslose Impulsflusszahl bezeichnet die Einwirkung des O2-Strahls auf das Bad in Lanzenhöhe gegen die Schwerkraft
Strahldurchlässigkeit
Die dimensionslose Durchflusszahl beschreibt den Einfluss der Lanzenhöhe auf die Durchlässigkeit des Strahls. Eine flache Strahldurchdringung, wie sie bei höherer Lanzenhöhe erhalten wird, ist ein ?weicher Strahl? im Vergleich zu einem tief durchdringenden Strahl, wie er bei geringerer Lanzenhöhe erhalten wird und als "harter Strahl" bezeichnet wird.
Das bedeutet, dass ein konstanter Volumenstrom an O2, zugeführt mit konstantem Druck, beim Austritt durch eine Düse ?weich? und kann schrittweise härter gemacht werden. So wird die Methode der O2-Versorgung in der Praxis der Konverterstahlerzeugung durch ?Freistrahl? ist sehr effektiv in Bezug auf physikalisch-chemische Reaktionen.
Die Effekte, die durch einen reaktiven, weich auftreffenden O2-Strahl beim Auftreffen auf das flüssige Metallbad hervorgerufen werden, sind (i) Oxidation von Eisen (Fe), (ii) flaches Eindringen, (iii) Schlacke/Metall-Reaktion und (iv) Verstärkung der Schlackenbildung und erleichtert somit die Entfernung von P. Eine zu lange Dauer des weichen O2-Strahls führt zum Verschwappen von Schlacke aufgrund von Überoxidation.
Die Effekte, die durch einen reaktiven, hart auftreffenden O2-Strahl beim Auftreffen auf das flüssige Metallbad hervorgerufen werden, sind (i) Verfügbarkeit von O2 tief im Bad, (ii) Verstärkung der C-Oxidation und Beeinträchtigung der P-Entfernung, (iii) Entwicklung von CO tief hinein das Bad und sein Entweichen durch das Bad bewegt das Bad und (iv) Erzeugung von Tröpfchen, die dann in der Schlacke emulgiert werden.
Arten von O2-Jets und ihre Wirkung sind in Abb. 1 dargestellt.
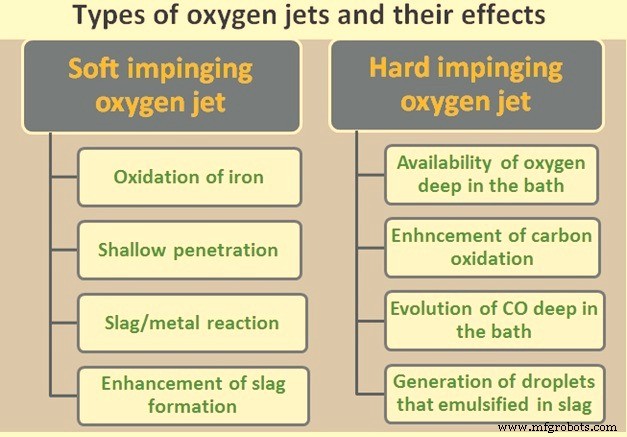
Abb. 1 Arten von Sauerstoffstrahlen und ihre Wirkung
Reaktionen im Konverter
Bei der O2-Stahlherstellung wird C-gesättigtes Roheisen mit reinem O2 mit Überschallgeschwindigkeit eingeblasen. Die Reaktionen und das Mischen sind intensiv. O2 reagiert mit dem gelösten Si, dem gelösten Mn und dem Fe selbst, um eine flüssige FeO-haltige Schlacke zu bilden. Das O2 reagiert auch mit dem gelösten C, um CO-Gas freizusetzen und dadurch das Eisen zu entkohlen. Der Weg zur Oxidation dieser Elemente (C, Si usw.) während der Stahlveredelung besteht darin, O2 in die Eisenlösung bis zu dem Punkt einzublasen, an dem seine Konzentration im Flüssigkeitsbad das durch das jeweilige Verunreinigungselement zulässige Gleichgewichtsniveau überschreitet. Das gelöste O2 und das gelöste Verunreinigungselement verbinden sich dann, um CO-Gas (im Fall von C) oder flüssiges Siliziumdioxid (SiO2 im Fall von Si) zu bilden. Da die Löslichkeit dieser beiden Produkte [CO (Gas) und SiO2 (Flüssigkeit)] in flüssigem Eisen sehr begrenzt ist, bilden sie schnell Keime in ihren getrennten Phasen, koagulieren, verfestigen sich und werden durch die intensive Rührwirkung des Prozesses herausgeschwommen .
Außerdem wird während des intensiven O2-Blases bei der Stahlerzeugung ein Teil des flüssigen Eisens selbst zu FeO oxidiert, das sich dann intensiv mit dem flüssigen Metallbad zu einer Emulsion vermischt und mit den gelösten Verunreinigungen in der Eisenschmelze gemäß den folgenden Reaktionen direkt reagieren kann .
2Fe (geschmolzen) + O2 (Gas) =2FeO (flüssige Schlacke)
FeO (flüssige Schlacke) + C (gelöst in der flüssigen Eisenlösung) =CO (Gas) + Fe (geschmolzen)
2FeO (flüssige Schlacke) + Si (gelöst in der flüssigen Eisenlösung) =SiO2 (flüssig) + Fe (geschmolzen)
Diese Oxidationsreaktionen sind stark exotherm. Die aus der Oxidation von Si und anderen Verunreinigungen freigesetzte Wärme wird zusammen mit der Enthalpie aus der Oxidation von Eisen selbst dazu verwendet, kalten Schrott zu schmelzen, um die Wärmegröße des Konverters zu erhöhen, sowie um die Temperatur des flüssigen Stahls für nachgeschaltete Vorgänge zu erhöhen. CO2 wird niemals im Bad eines Stahlerzeugungskonverters erzeugt, außer in Spurenmengen. CO2 (falls es jemals gebildet wird) wird durch Reaktion mit verbleibendem gelöstem C schnell in CO umgewandelt. Falls nach der Oxidation des Flüssigkeitsbades kein gelöstes C mehr vorhanden ist, wird CO2 durch die Oxidation von Fe selbst zu CO reduziert. Somit ist CO2 ein Oxidationsmittel bei Stahlerzeugungstemperaturen. Das Gleichgewichtsprodukt der Reaktion für die Oxidation von Fe oder in Eisen gelöstem C durch CO2 ist stark in Richtung CO gerichtet, mit Spuren von CO2 gemäß den Berechnungen der freien Energie von Gibbs. C wirkt gemäß der obigen Gleichung als Reduktionsmittel für FeO und ist ein weiterer Faktor, der die Eisenoxidation verlangsamen (oder stören) kann.
Während des Stahlerzeugungsprozesses wird ein Teil des Eisens bis zu dem Punkt oxidiert, an dem es den Prozentsatz an flüssigem FeO in der flüssigen Schlackenphase erhöht, die im Konverter mit dem Metall koexistiert. Wenn das O 2 über den Endpunkt der Verunreinigungsoxidation hinaus eingeblasen wird, wird die Oxidation von Fe übermäßig. Dies zeigt sich als messbarer Fe-Ausbeuteverlust an die Schlacke, was zu vorhersagbaren, kalkulierbaren, höheren Konzentrationen an flüssigem Eisenoxid (FeO) in der Schlacke führt. Sobald das C zu CO oxidiert ist, verbindet sich zusätzliches O2 mit dem Fe, um FeO in der Schlacke zu erzeugen.
Herstellungsprozess
- Was ist grundlegende Sauerstoffstahlerzeugung?
- Sauerstofftank
- Sauerstoff
- Einschlüsse in der Stahl- und Sekundärstahlerzeugung
- Automatisierung, Steuerung und Modellierung der einfachen Sauerstoffstahlerzeugung
- Grüne Stahlerzeugung
- Feuerfeste Auskleidung eines einfachen Sauerstoffofens
- Induktionsofen und Stahlerzeugung
- Kombinierter Blasprozess in der Konverterstahlerzeugung
- Grundlegendes Gasrückgewinnungs- und Reinigungssystem für Sauerstofföfen