Industrielle Fertigung
CNC-Maschine
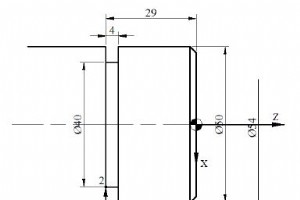
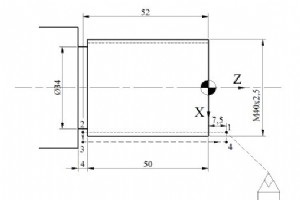
Einreichen von:Brian Zusammenfassung Dieses CNC-Drehmaschinenprogramm zeigt, wie eine Nut in der X-Achse hergestellt wird.Die Zeichnung zeigt auch, wie sich das Nutwerkzeug mit dem Programm bewegt. Zeichnung/Bild CNC-Programm %N10 T08 M06N20 G96 S80 G95 F0.05 M03N30 G00 X54 Z-29 M08N40 G01 X40N50
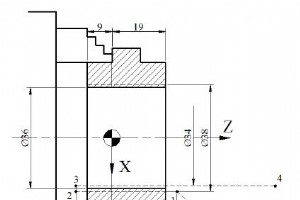
Einreichen durch:BEATA Zusammenfassung Sehr einfaches und einfaches CNC-Programmbeispiel, das zeigt, wie ein einfaches CNC-Drehprogramm zum Bohren eines Bauteils erstellt werden kann.Dasselbe Programm kann auch zum Bohren von Backen verwendet werden.Alle Werkzeugbewegungen sind darin aufgeführt die
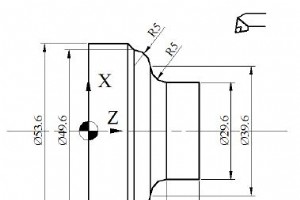
Einreichen durch:CNC-Programmierer Zusammenfassung Einfaches Beispiel für ein CNC-Drehprogramm, um zu zeigen, wie ein CNC-Drehprogramm erstellt werden kann, um eine einfache Kontur mit Radius darin zu drehen.Mehrere Durchmesser werden geschnitten und sowohl im Uhrzeigersinn als auch gegen den Uhrze
Einreichen von:Brian Zusammenfassung Ein sehr einfaches und grundlegendes CNC-Drehprogramm zum Schneiden von Gewinden an einem Bauteil.Dieses Programm verwendet G33 Threading G-Code zum Schneiden von Gewinden.Hier wird nur ein Schnitt programmiert, Sie können beliebig viele Schnitte hinzufügen je n
Zoll-mm-Umrechnungstabelle für CNC-Maschinenbauer, um ihre Arbeit zu erleichtern. Umrechnungstabelle von Zoll in mm 0”+ =mm 1”+ =mm 2”+ =mm 3”+ =mm 4”+ =mm 1/64 0,397 0 25.400 0 50.800 0 76.200 0 101.600 1/32 0,794 1/64 25.797 1/64 51.197 1/64 76.597 1/64 101.997 3/64 1.191 32.1. 26.194 32.1. 5

Mori Seiki NMV-Programmierung G-Codes und M-Codes vollständige Listen für CNC-Maschinisten-Programmierer, die an Mori Seiki-Bearbeitungszentren arbeiten. Bild:HEINZ BAUMGARTNER AG Diese G- und M-Codes gelten für folgende Mori Seiki-Modelle mit den unten aufgeführten NC-Einheiten. Modell NMV150
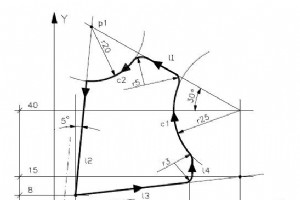
Osai GTL Programmierbeispiel für CNC-Maschinisten, die an CNC-Maschinen mit CNC-Steuerungen der Serie 10 von Osai arbeiten. Osai GTL Programmierbeispiel N1 (DIS,EXAMPLE GTL)N2 l1=X70Y40,a150N3 l2=X8Y8,a-95N4 p1=l1,l2N5 l3=X8Y8,X70Y15N6 l4=X50Y,a90N7 c1=I70J40 r-25N8 c2=p1,r-20N9 F250 S800 T1.1 M6M
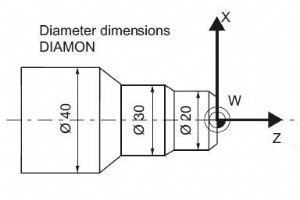
Sinumerik DIAMOF, DIAMON, DIAM90 CNC-Drehmaschine X–Achse (Planachse) ist als Durchmesserbemaßung programmiert. Bei Bedarf kann im Programm auf Radiusbemaßung umgeschaltet werden. DIAMOF ; Radius dimensioningDIAMON ; Diameter dimensioningDIAM90 ; Diameter dimensioning for G90 and ; Radius dimensi

WinNC EMCO WinNC bietet CNC-Maschinenbauern/Programmierern/Studenten die Möglichkeit, mehrere CNC-Steuerungssoftware auf einem einzigen PC/Laptop zu installieren, um sich an allen marktüblichen CNC-Industriesteuerungen zu schulen.Bis zu neun verschiedene CNC-Steuerungen Controls können auf einem ei

EMCO WinNC GE Serie Fanuc 0-MC Programmierung G-Codes / M-Codes vollständige Listen. G-Codes G-Code Beschreibung G00 Positionierung (Eilgang) G01 Lineare Interpolation G02 Kreisinterpolation im Uhrzeigersinn G03 Kreisinterpolation gegen den Uhrzeigersinn G04 Verweilen G09 Genaue Haltestelle

EMCO WinNC SINUMERIK 810/820 T Drehprogrammierung G-Codes / M-Codes / Zyklen komplette Listen. G-Codes G-Code Beschreibung G00 Positionierung (Eilgang) G01 Lineare Interpolation G02 Kreisinterpolation im Uhrzeigersinn G03 Kreisinterpolation gegen den Uhrzeigersinn G04 Verweilen G09 Genauhalt

EMCO WinNC SINUMERIK 810/820M Fräsprogrammierung G-Codes / M-Codes / Zyklen komplette Listen. G-Codes G-Code Beschreibung G00 Eilgang G01 Lineare Interpolation G02 Kreisinterpolation im Uhrzeigersinn G03 Kreisinterpolation gegen den Uhrzeigersinn G04 Verweilen G09 Genauhalt blockweise G10 P

EMCO WinNC Heidenhain TNC 426 Dialogprogrammierung M-Codes komplette Liste. M-Codes M-Code Beschreibung M0 Programmierter Stopp M1 Optionaler Stopp (Programmstopp nur bei opt. Stopp) M2 Programmende M3 Spindel EIN im Uhrzeigersinn M4 Spindel EIN gegen den Uhrzeigersinn M5 Spindel AUS M6 Wer

EMCO WinNC GE Serie Fanuc 21 TB Programmierung G-Codes / M-Codes / Zyklen vollständige Listen. G-Codes G-Code Beschreibung G00 Positionierung (Eilgang) G01 Lineare Interpolation (Vorschub) G02 Kreisinterpolation im Uhrzeigersinn G03 Kreisinterpolation gegen den Uhrzeigersinn G04 Verweilen G7

EMCO WinNC GE Serie Fanuc 21 MB Programmierung G-Codes / M-Codes komplette Listen. G-Codes G-Code Beschreibung G00 Positionierung (Eilgang) G01 Lineare Interpolation G02 Kreisinterpolation im Uhrzeigersinn G03 Kreisinterpolation gegen den Uhrzeigersinn G04 Verweilen G09 Genaue Haltestelle G

EMCO WinNC GE Serie Fanuc 0-TC Programmierung G-Codes / M-Codes vollständige Listen. G-Codes G-Code Beschreibung G00 Positionierung (Eilgang) G01 Lineare Interpolation (Vorschub) G02 Kreisinterpolation im Uhrzeigersinn G03 Kreisinterpolation gegen den Uhrzeigersinn G04 Verweilen G7.1 Zylindr
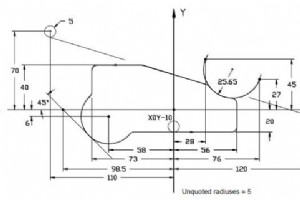
Einreichen durch:BEATA Zeichnung/Bild CNC-Programm N1 [PROFILE 1N2 $1M0X-93.1I63.5Y-40.5J59.5N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I3N8 Z100RN9 X0Y-10RN10 Z2RN11 Z-10N12 G41K2N13 G13Y-20J0N14 G21I5N15 G13X56J90N16 G21N17 E1=G20X76Y27,G21I-25.65,G20X28Y45N18 E1N19 G21I5N20 G10X120Y0I-5N21 G11X-110Y70

Einreichen durch:BEATA Zeichnung/Bild CNC-Programm N1 [PROFILE 2N2 $1M0X-82.9I125.Y-63.9J69.1N3 G17N4 O1N5 T1N6 F1000S1200M3N7 G49I2N8 Z100RN9 X35Y25RN10 Z2RN11 Z-10N12 G41K2N13 G13Y15J0N14 G21I-20N15 E1=G13X105Y-10J-30N16 E1N17 E2=G13Y-25X0J180N18 E3=E1,G13X105Y0J-90,E2N19 E3N20 E2N21 G21I2.5N22 G
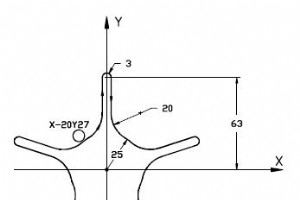
Einreichen von:Brian Zeichnung/Bild CNC-Programm N1 [PROFILE 3N2 $1M0X-105.I103.Y-63.7J69.3N3 G17N4 O1N5 T1N6 F1000S1200M3N7 Z100RN8 X-20Y27RN9 Z2RN10 Z-10N11 G49I2N12 G41K2N13 L=1N14 G20X0Y0I-25N15 G21I10N16 G13X-3J90N17 G20X0Y63I-3N18 G13J-90N19 G21N20 G51J-72IN21 L1K4N22 G51J0N23 G50N24 G20X0Y0I
Fagor 8070 Programmierung G-Codes / M-Codes vollständige Listen. Fagor 8070 M Fräsen G-Codes G-Codes Beschreibung G00 Eilgang. G01 Lineare Interpolation. G02 Kreisförmige (spiralförmige) Interpolation im Uhrzeigersinn. G03 Zirkuläre (spiralförmige) Interpolation gegen den Uhrzeigersinn. G04 V
CNC-Maschine