Industrielle Fertigung
CNC-Maschine
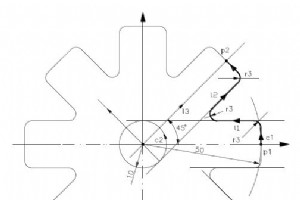
Programmbeispiel der Osai 10-Serie mit Osai GTL (High Level Geometric Programming Language). Osai High Level Geometric Programming (GTL) Beispiel Profilwiederholungen mit 2 Durchgängen N1 (DIS,GTL EXAMPLE WITH ROTATION)N2 F...S...T2.2 M6N3 MSA=2N4 p1=X50 Y0N5 c1=I0 J0 r50N6 c2=I0 J0 r10N7 l1=c2,a1
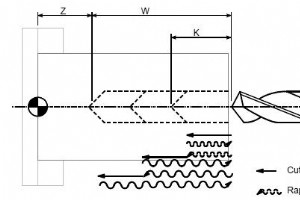
Fanuc-Peck-Bohrmakro Bewegen Sie das Werkzeug vorher entlang der X- und Z-Achse an die Position, an der ein Bohrzyklus beginnt. Geben Sie Z oder W für die Tiefe eines Lochs, K für die Tiefe eines Schnitts und F für den Schnittvorschub zum Bohren des Lochs an. Das folgende benutzerdefinierte Makro
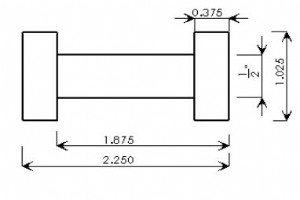
Einreichen durch:Vikram Zusammenfassung CNC-Drehprogramm, das eine lange Nut in der X-Achse mit dem G75-Nutzyklus bearbeitet und dann dieselbe Komponente mit dem G75-Nutzyklus zerteilt. Zeichnung/Bild CNC-Programm G90 G20 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X1.200;G01 X1.150 F3;G71 U0.020 R0.010
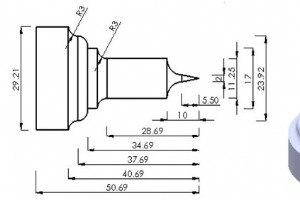
Einreichen durch:Vikram Zusammenfassung CNC-Drehprogramm, das mit dem G72-Plandrehzyklus eine komplette Außenkontur an einem Bauteil schneidet. Zeichnung/Bild CNC-Programm G90 G21 G18 G55;T0400 M06;S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G72 W0.5 R0.2;G72 P2 Q3 ;N2 G01 Z-40.69; G03 X 23.92 Z-37.69 R
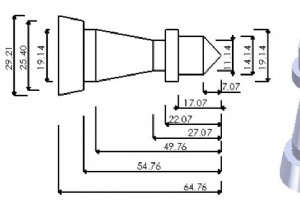
Einreichen durch:Vikram Zusammenfassung CNC-Drehprogramm, das ein komplettes Bauteil bearbeitet, außerhalb des kompletten Profils wird mit dem G71-Drehzyklus gedreht, der G71-Zyklus wird zweimal verwendet. Zeichnung/Bild CNC-Programm G90 G21 G18 G55;T0400 M06S2000 M03;G00 Z0.0; X31.0;G01 X30 F60;G
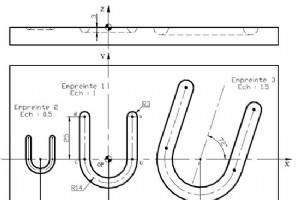
Einreichen durch:BEATA Zusammenfassung Num CNC-Programmbeispiel mit G-Codes G74 G77 G59 usw.G74 Skalierungsfaktor aktivierenG77 Unbedingter Sprung zu einem Unterprogramm oder einer Satzfolge mit RückkehrG59 Programmnullpunktverschiebung Zeichnung/Bild CNC-Programm Main Program%21(FRAISAGE DE TROIS
Einreichen durch:CNC-Programmierer Zusammenfassung CNC-Drehprogramm zum Bohren eines Stücks Messingmaterial in einer Tiefe von 40 mm mit einem Bohrer mit einem Durchmesser von 22 mm. Zeichnung/Bild CNC-Programm G97 S1446 M03G00 T0101G00 X0.Z2.G74 R2.G74 Z-40. Q5000 F0.1G00 Z5.M05T0100G28 W0.G28 U0
Einreichen durch:BEATA Zusammenfassung CNC-Drehprogramm zum Schneiden von Außendrehbohren und Innenbohren,Folgende Zyklus-G-Codes werden in diesem CNC-Drehprogramm verwendet,Außendrehen Schruppen mit G71 DrehzyklusAußendrehen Schlichten mit G70 Schlichtzyklus ID-Bohren mit G74 TiefenbohrzyklusID-Bo
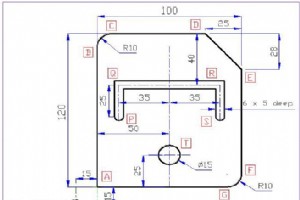
Einreichen durch:BEATA Zusammenfassung Q. Schreiben Sie ein CNC-Teileprogramm für die gezeigte Figur Nehmen Sie zum Seitenfräsen eine Drehzahl von 1200 U/min und einen Vorschub von 100 mm/minNehmen Sie zum Bohren von Löchern eine Drehzahl von 1200 U/min und einen Vorschub von 80 mm/minNehmen Sie z
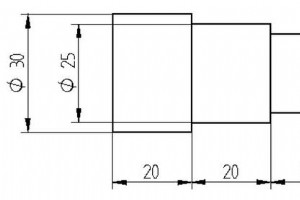
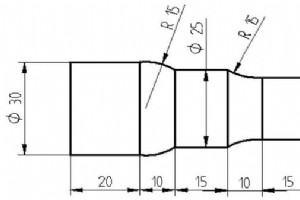
Einreichen durch:Vikram Zusammenfassung Schreiben Sie ein ISO-Programm für die schrittweise Drehbearbeitung der in der Abbildung gezeigten Komponente unter Verwendung von Festzyklen. Der Durchmesser des Werkstücks =30 mm Zeichnung/Bild CNC-Programm N0 G90 F0.5 S1200 T0101 M03N10 G00 X30 Z2N11 G71
Einreichen durch:Vikram Zusammenfassung Schreiben Sie die CNC-Drehmaschinenprogrammierung für eine FANUC-gesteuerte Maschine unter Verwendung von Festzyklen. Nehmen Sie den Durchmesser des Werkstücks =30 mm, Schnitttiefe =0,5 mm, Drehzahl =1200 U / min. Feed und andere Daten passend übernehmen. Zei
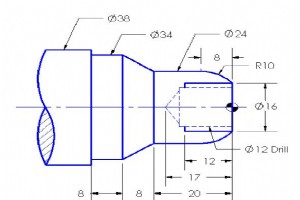
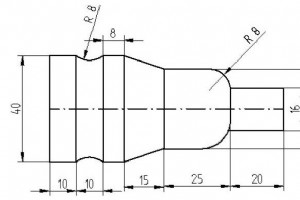
Einreichen durch:Vikram Zusammenfassung Schreiben Sie ein Teileprogramm für eine FANUC-gesteuerte CNC-Drehmaschine für die gegebene Komponente unter Verwendung eines Festzyklus. Nehmen Sie die Schnitttiefe 0,5 mm und die Drehzahl 1200 U / min. Sorgen Sie für geeignete Schnittbedingungen und Schneid
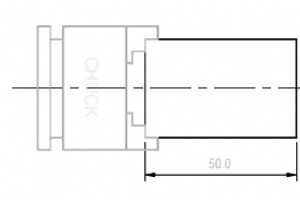
Einreichen durch:Vikram Zusammenfassung Schreiben Sie das CNC-Drehmaschinenprogramm für eine FANUC-gesteuerte Maschine mit Unterprogrammcodes. Nehmen Sie den Durchmesser des Werkstücks =40 mm, Schnitttiefe =0,5 mm, Drehzahl =1200 U / min. Feed und andere Daten passend übernehmen. Zeichnung/Bild CN
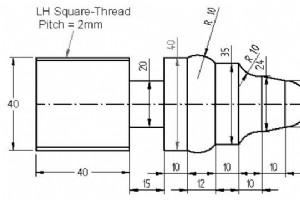
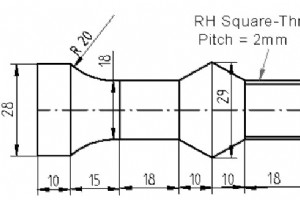
Einreichen durch:CNC-Programmierer Zusammenfassung CNC-Drehmaschinen-Programmierbeispiel mit G76 zum Schneiden von Linksgewinden an Bauteilen und Einstechen mit dem G75-Einstechzyklus. Zeichnung/Bild CNC-Programm N0 G90 F0.2 S1200 T0101 M04N10 G00 X42 Z2N21 G71 U1 R0.5N22 G71 P50 Q90 U0.05 W0.05N5
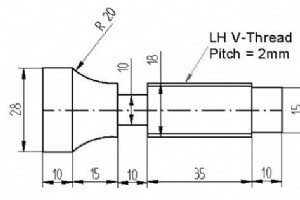
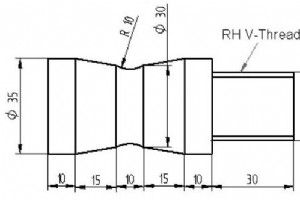
Einreichen durch:CNC-Programmierer Zusammenfassung CNC-Drehprogramm zum Schneiden von LH-Gewinde (Linksgewinde) an einem Bauteilund auch zum Schneiden des Bauteilprofils mit dem G71-Drehzyklus,Nuten mit dem G75-Nutzyklus.Schreiben Sie eine ISO-Teileprogrammierung für die FANUC-gesteuerte CNC-Drehma
Einreichen durch:Vikram Zusammenfassung Schreiben Sie die CNC-Drehmaschinenprogrammierung für eine FANUC-gesteuerte Maschine. Nehmen Sie den Durchmesser des Werkstücks =30 mm, Drehzahl =1200 U / min. Feed und andere Daten passend übernehmen. Dieses Programm verwendetG73 MusterwiederholungszyklusG7
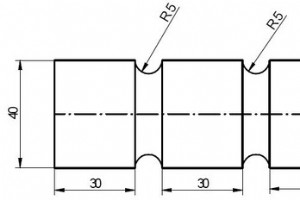
Einreichen durch:Vikram Zusammenfassung CNC-Drehprogramm, das ein Unterprogramm mehrmals aufruft, um dasselbe Muster zu schneiden.Das Unterprogramm verwendet UW anstelle von XZ, um das Programm verständlicher und debugger zu machen. Zeichnung/Bild CNC-Programm Main Program:N5 G90 F0.2 S1200 T0101
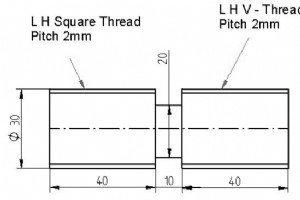
Einreichen durch:Vikram Zusammenfassung Schrauben mit Gewinden an beiden Enden (Dübelschrauben) können einfach auf einer CNC-Drehmaschine mit dem G76-Gewindezyklus hergestellt werden. Das folgende Programm schneidet dieselbe Schraube mit RH (Rechtsgewinde) an einem Ende und LH (Linksgewinde) an das
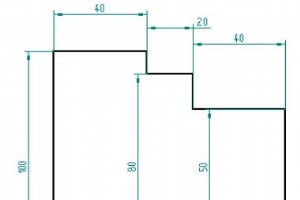
Einreichen von:Jack Zusammenfassung Ein sehr einfaches CNC-Programm aus meinen CNC-Klassenbeispielen. Zeichnung/Bild CNC-Programm N05 G94 M06 T0101N10 G00 X0 Z0 M04 S600N15 G01 X50 F30N20 G01 Z-40N25 G01 X80N30 G01 Z-60N35 G01 X100N40 G01 Z-100N45 G00 X120N50 G00 Z10N55 M05N60 M30
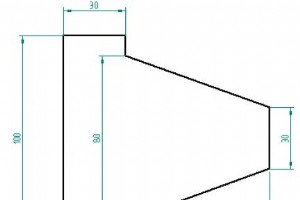
Einreichen von:Brian Zusammenfassung Sehr einfaches und einfaches CNC-Programm zum Schneiden von Kegeln auf einer CNC-Drehmaschine. Zeichnung/Bild CNC-Programm N05 G94 M06 T0101N10 G00 X0 Z0 M04 S600 N15 G01 X30 F30 N20 G01 X80 Z-70 N25 G01 X100 N30 G01 Z-30 N35 G00 X120 N40 G00 Z10 N55 M05 N60 M3
CNC-Maschine