

Industrielle Fertigung
CNC-Maschine
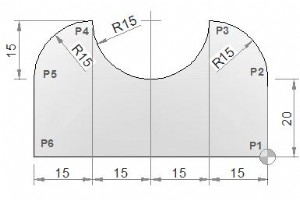
CNC-Fräsmaschinenprogramm, das mehrere Bögen kombiniert/verbindet. Mehrfachbogen-CNC-Fräsprogramm G2 G3 I J CNC-Teileprogramm N10 M6 T1 G43 H1 M3N15 S500 F120N20 G0 X0 Y0 (P1)N25 G1 Y20 (P2)N30 G3 X-15 Y35 I-15 J0 (P3)N35 G2 X-45 Y35 I-15 J0 (P4)N40 G3 X-60 Y20 I0 J-15 (P5)N45 G1 Y0 (P6) N50 G1 X0
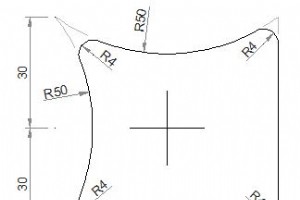
G02 G03 Kreisinterpolation Beispielprogramm für CNC-Fräsen. G02 G03 Beispiel CNC-Fräse CNC-Teileprogramm G0 X30 Y-30 (P1)G1 Y22.67 (P2)G3 X24.07 Y26.18 R4 (P3)G2 X-18.27 Y23.46 R50 (P4)G3 X-23.46 Y18.27 R4 (P5)G2 X-23.46 Y-18.27 R50 (P6)G3 X-18.27 Y-23.46 R4 (P7)G2 X24.07 Y-26.18 R50 (P8)G3 X30
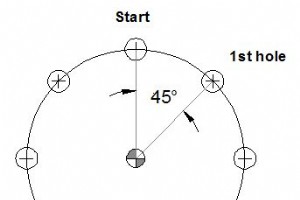
Fadal L93NN Lochkreis (BHC) Das Unterprogramm Fadal L93NN wird zum Bohren von Mustern in einem Kreis verwendet, der normalerweise als Lochkreis bezeichnet wird. Programmierung N5 L93NN R0... R1... R2... Parameter Parameter Beschreibung R0 Richtung und Abstand in der X-Achse von der Startposition zu
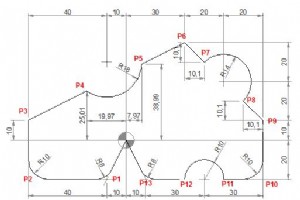
Ein CNC-Fräsprogramm für CNC-Maschinisten-Programmierer, die mit dem Erlernen grundlegender CNC-Programmiertechniken begonnen haben. Beispielprogramm für CNC-Fräsen CNC-Programm N40 G90 G00 X0 Y0N50 G01 X-10 Y-20 R8 (P1)N60 G01 X-50 R10 (P2)N70 Y10 (P3)N80 X-19.97 Y25.01 (P4)N90 G03 X7.97 Y38.99 R
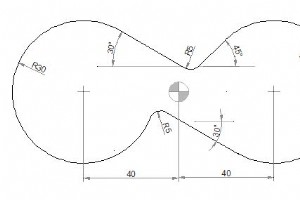
Beispiel für ein CNC-Fräsprogramm für CNC-Maschinenbauer. Programmierbeispiel für CNC-Fräsen CNC-Programm G0 X-60 Y0G1 X-70 (P1)G2 X-25.02 Y25.97 R30 (P2)G1 X2.46 Y10.13 (P3)G3 X8.5 Y10.92 R5 (P4)G1 X18.79 Y21.21 (P5)G2 X25.13 Y-26.05 I21.21 J-21.21 (P6)G1 X-5 Y-8.66 (P7)G3 X-12.14 Y-11.13 R5 (P
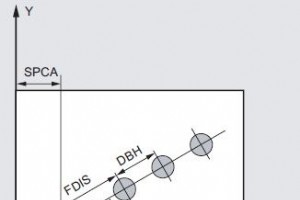
Sinumerik HOLES1 Lochreihe Sinumerik HOLES1-Zyklus wird verwendet, um eine Reihe von Löchern auf einer geraden Linie zu erzeugen. Programmierung G17 Flugzeug aktiv HOLES1 (SPCA, SPCO, STA1, FDIS, DBH, NUM) Parameter Parameter Beschreibung SPCA Referenzpunkt in X-Achse (absolut) SPCO Referenz
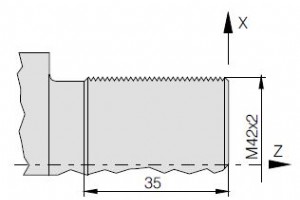
Einreichen durch:Sinumerik Programmierer Zeichnung/Bild CNC-Programm G54G53 G0 X610 Z350T5 D1 G95 S1000 M4G0 X44 Z12CYCLE97(,42,0,-35,42,42,10,3,2.76, ,30, ,5,2,3,1,1)G0 X200 Z100M30
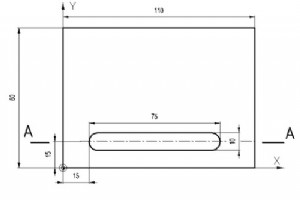
Einreichen von:Brian Zeichnung/Bild CNC-Programm 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+50 Y+56 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S 22005 L X+57 Y+25 Z+2 R0 FMAX M036 L Z-5 R F80 M7 L X+20 R F M8 L Z+20 R F M9 L X-40 Y+60 R F M0210 END PGM 1
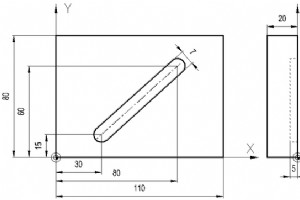
Einreichen von:Brian Zeichnung/Bild CNC-Programm 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+110 Y+80 Z+03 TOOL DEF 1 L+0 R+3.54 TOOL CALL 1 Z S 22005 L X+30 Y+15 Z+2 R0 FMAX M036 L Z-5 R F40 M7 L X+80 Y+60 R F M8 L Z+20 R F M9 L X-40 Y+60 R F M0210 END PGM 1
Einreichen von:Brian Zeichnung/Bild CNC-Programm 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+110 Y+80 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S 22005 L X+20 Y+15 Z+2 R0 FMAX M036 L Z-5 R F40 M7 L X+85 Z-7 R F M8 L Z+20 R F M9 L X-40 Y+60 R F M0210 END PGM 1
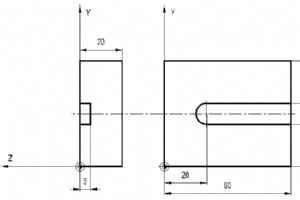
Einreichen von:Brian Zeichnung/Bild CNC-Programm 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+50 Y+56 Z+03 TOOL DEF 1 L+0 R+4,54 TOOL CALL 1 Z S 22005 L X+5 Y-7 Z+2 R0 FMAX M036 L Z-5 RL F40 M7 L Y+51 R F80 M8 L X+45 R F M9 L Y+5 R F M10 L X-10 R F M11 L Z+2 R0 FMAX M12 L X+26 Y-7
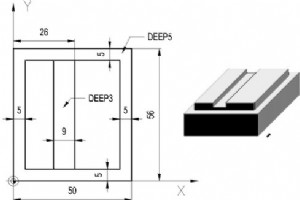
Einreichen von:Brian Zeichnung/Bild CNC-Programm 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+50 Y+56 Z+03 TOOL DEF 1 L+0 R+3,54 TOOL DEF 2 L+0 R+35 TOOL CALL 1 Z S 24006 L X+5 Y-7 Z+2 R0 FMAX M037 L Z-3 RL F40 M8 L Y+51 R F80 M9 L X+45 R F M10 L Y+5 R F M11 L X-10 R F M12 L Z+2 R0
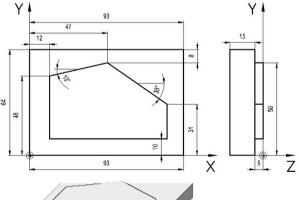
Einreichen von:Brian Zeichnung/Bild CNC-Programm 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-152 BLK FORM 0.2 X+93 Y+64 Z+03 TOOL DEF 1 L+0 R+174 TOOL CALL 1 Z S 24005 L X-20 Y+10 Z+2 R0 FMAX M036 L Z-5 RR F40 M7 L X+83 R F80 M8 L Y+31 R F M9 L X+47 Y+56 R F M10 L X+12 Y+48 R F M11 L Y-20 R F M12 L
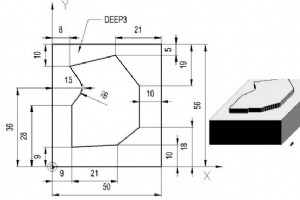
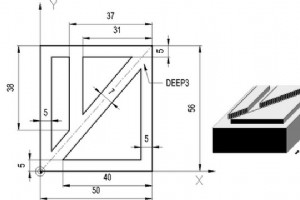
Einreichen von:Brian Zeichnung/Bild CNC-Programm 0 BEGIN PGM 1 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+50 Y+56 Z+03 TOOL DEF 1 L+0 R+64 TOOL DEF 2 L+0 R+155 TOOL CALL 1 Z S 24006 L X-20 Y+9 Z+2 R0 FMAX M037 L Z-3 RR F40 M8 L X+30 Y+10 R F80 M9 L X+40 IY+8 R F M10 L Y+37 R F M11 L X+29 Y+51

Einreichen durch:Tanveer Zeichnung/Bild CNC-Programm O1234 (Program Number)N5 G90 G20 (ABSOLUTE COORDINATE. IN INCHES)N10 M06 T3 (TOOLCHANGE TO TOOL #3)N15 M03 S1250 (SPINDLE ON CW AT 1250RPM)N20 G00 X1 Y1 (RAPID OVER TO X1 Y1)N25 Z0.1 (RAPID DOWN TO Z0.1)N30 G01 Z-0.125 F5 (FEED DOWN TO Z-0.125 AT

Einreichen durch:Maschinist CNC-Programm T? M6 (THREADMILL)G0 G90 G40 G21 G17 G94 G80G54 X? Y? S? M3 (Move to bore centre)G43 Z? H?;G65 P1002 A? B? D?(A = THREAD DIAMETER)(B = PITCH)(D = RADIUS OFFSET NUMBER)M30O1002#11=[[#1*0.8]/2]#12=[[#1/2]-#11];G91 Y#12G41 X#11 D#7G3 X-#11 Y#11 R#11 Z#2/4J-[#1/2
Einreichen durch:Maschinist CNC-Programm T? M6 (ENDMILL)G0 G90 G40 G21 G17 G94 G80G54 X? Y? S? M3 (Move to bore centre)G43 Z? H?;G65 P1001 A? D?(A = C/BORE DIAMETER)(D = RADIUS OFFSET NUMBER)M30O1001#11=[[#1*0.8]/2]#12=[[#1/2]-#11]G91 Y#12G41 X#11 D#7G3 X-#11 Y#11 R#11J-[#1/2]X-#11 Y-#11 R#11G1 G40
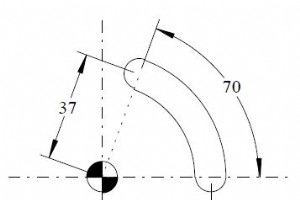
Einreichen durch:Maschinist Zeichnung/Bild CNC-Programm ;A = #1 (Start Angle 0 degrees);B = #2 (Start Radius);C = #3 (Increment angle for accuracy calculations.);I = #4 (Finish Angle);J = #5 (Finish radius);K = #6 (Milling feed)O2222T5 M6G0 G90 G40 G21 G17 G94 G80G54 X35 Y0 S500 M3G43 Z100 H?Z5G1 Z
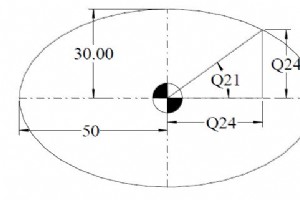
Einreichen durch:Maschinist Zeichnung/Bild CNC-Programm T1 M6G0 G90 G40 G21 G17 G94 G80G54 X0 Y0 S? M3G43 Z5 H?G1 Z-? F?#20 = 2 ; Incremental degree calculation#21 = 0 ; Start Angle#22 = 30 ; Y Axis Radius#23 = 50 ; X Axis RadiusG41 X#23 D? ; Compensation motion to right side of internal pocketN10
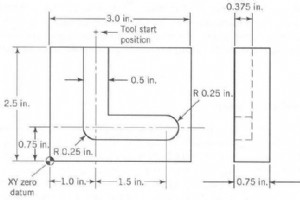
Einreichen von:Brian Zeichnung/Bild CNC-Programm % (Indicates start of program)N005 G90 G70 (Specifies absolute dimensions, inch units)N010 G97 G94 T01 (Specifies units for speed and feed rate; loads first tool)N015 G00 X1000 Y3000 Z250 F0 (Rapid positioning of tool to start point)N020 G01 Z-375 M0
CNC-Maschine

Carbon Mobile Kohlefaser-Smartphone entsperrt HF-Signaldurchlässigkeit
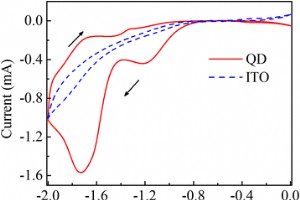
Reversible elektrochemische Kontrolle der photoangeregten Lumineszenz von Kern/Schale-CdSe/ZnS-Quantenpunktfilm

3D-Druck in der Automobilindustrie:4 wichtige Trends der digitalen Fertigung
Vielseitigkeit vom Feinsten:Motomans UP165 Heavy Duty Robot

