

Industrielle Fertigung
CNC-Maschine
Osai UGS (UCG) – Grafikskala verwenden (Maschinenplot) Der UGS-Befehl der Osai 10-Serie initialisiert die grafische Anzeige und legt die Grenzen und die Ausrichtung der grafischen Anzeige fest. Programmieren (UGS [,ax-orient],abs-axis,val1,val2,ord-axis,val3,val4 [,third-axis]) Parameter Parameter

Osai CGS (CLG)-Befehl Der Osai CGS-Befehl löscht das Profil vom Bildschirm und verlässt das Koordinatensystem. Programmierung (CGS)
Osai DGS (DCG)-Befehl Der Befehl Osai DGS deaktiviert die grafische Anzeige, löscht das angezeigte Profil und entfernt das Koordinatensystem vom Bildschirm. Nachdem Sie den DGS-Befehl verwendet haben, müssen Sie einen anderen UGS-Befehl verwenden, um die grafische Anzeige neu zu initialisieren. Pro
Osai DIS-Befehl Der Befehl Osai DIS ermöglicht die Anzeige von Werten für den Bediener. Die Steuerung zeigt den Wert in dem Bildschirmbereich an, der für die Kommunikation mit dem Bediener reserviert ist. Programmierung (DIS,operand [,operand ] [,operand] [,operand] [,operand ]) Parameter Parameter
Kommentare in Anilam-Programmen In Anilam können CNC-Programmierer ein Sternchen (*) verwenden, um Kommentare innerhalb einer Programmliste zu machen oder einen Block ganz oder teilweise von der CNC zu maskieren.Wenn ein Sternchen vor einer Textfolge steht, ignoriert die CNC alle den Text rechts. P
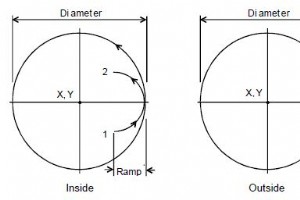
G171 Kreisförmiger Profilzyklus Anilam G171 Circular Profile Cycle bereinigt das Innen- oder Außenprofil eines bestehenden Kreises. Programmierung G171 Xn Yn Hn Dn Zn An Rn Bn Sn In Jn Kn Pn Parameter Parameter Beschreibung X X-Koordinate des Zentrums. Standard:aktuelle Position. Optional. J Y-Ko
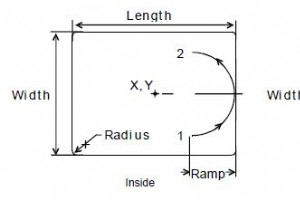
Anilam G172 Rechteckprofilzyklus Anilam G172 Rectangular Profile Cycle bereinigt das Innen- oder Außenprofil eines Rechtecks. Programmierung G172 Xn Yn Hn Mn Wn Zn An Rn Un Bn Sn In Jn Kn Pn Parameter Parameter Beschreibung X X-Koordinate des Zentrums. Wenn keine Koordinate eingegeben wird, zentri
Okuma G73 Hochgeschwindigkeits-Tiefbohrzyklus G73 Hochgeschwindigkeits-Tiefbohrzyklus Programmierung G73 X__Y__Z__R__P__Q__F__ Parameter Parameter Beschreibung X,Y Koordinatenwerte der Lochposition Z Untere Ebene des LochsIm G90-Modus: Position im ausgewählten Koordinatensystem Im G91-Modus:
Okuma G74 Reverse Tapping Cycle G74 Umgekehrter Gewindebohrzyklus Programmierung G74 X__Y__Z__R__P__Q__F__ Parameter Parameter Beschreibung X,Y Koordinatenwerte der Lochposition Z LochbodenebeneIm G90-Modus:Position im ausgewählten KoordinatensystemIm G91-Modus:Abstand vom Punkt R-Ebene R Punkt
Okuma G76 Feinbohrzyklus G76 Feinbohrzyklus Programmierung G76 X__Y__Z__R__Q__(I__J__) P__F__ Parameter Parameter Beschreibung X,Y Koordinatenwerte der Lochposition Z Untere Ebene des Lochs R Punkt R-Ebene Q Verschiebungsbetrag (Siehe Erklärung unten.) I,J Verschiebungsbetrag (Siehe Erklärung
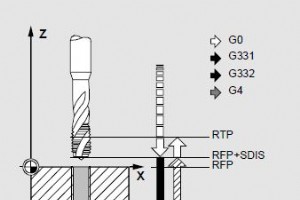
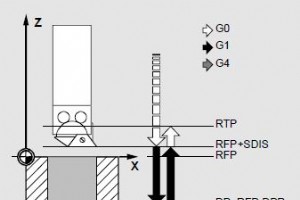
Sinumerik CYCLE84 Starrer Gewindebohrzyklus CYCLE84 fertigt Gewindebohrungen ohne Verwendung eines schwimmenden Gewindebohrers.Der CYCLE84 kann nur eingesetzt werden, wenn die zum Bohren vorgesehene Spindel in der Lage ist, im lagegeregelten Spindelmodus zu arbeiten. Programmierung CYCLE84(RTP, RFP
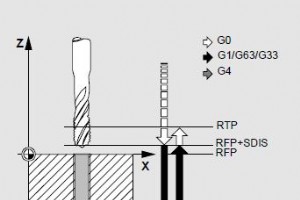
Sinumerik CYCLE840 Gewindebohren mit schwimmendem Gewindebohrer Mit dem Zyklus Sinumerik CYCLE840 können Gewindebohrungen mit schwimmendem Gewindebohrer hergestellt werden ohne Encoder mit Encoder. Zum Gewindebohren ohne schwimmenden Gewindebohrer (starres Gewindeschneiden) wird der CYCLE84 verw
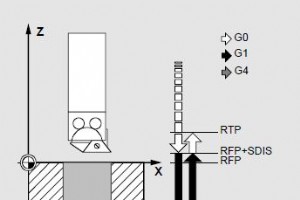
Sinumerik CYCLE85 Bohrung 1 Im Zyklus CYCLE85 „Bohrung 1“ werden die Ein- und Ausfahrbewegungen mit einem Vorschub ausgeführt, der unter den entsprechenden Parametern angegeben werden muss. Programmierung CYCLE85 (RTP, RFP, SDIS, DP, DPR, DTB, FFR, RFF) Parameter Parameter Beschreibung RTP Rückk
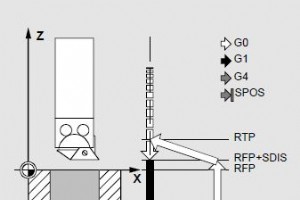
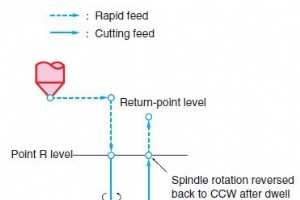
Sinumerik CYCLE86 Bohrung 2 Im Zyklus CYCLE86 „Bohren 2“ wird beim Erreichen der Bohrtiefe ein orientierter Spindelstopp durchgeführt. Anschließend fährt das Werkzeug im Eilgang auf die programmierten Rückzugspositionen und von dort auf die Rückzugsebene. Der Zyklus CYCLE86 kann nur verwendet werd
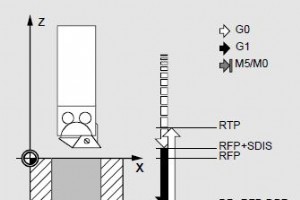
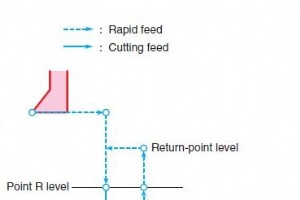
Sinumerik CYCLE87 Bohrung 3 Im Sinumerik-Zyklus CYCLE87 „Bohren 3“ erfolgt ein Spindelstopp ohne Orientierung bei Erreichen der Endbohrtiefe, gefolgt von einem programmierten Stopp. Durch Drücken der Taste NC-Start wird die Aufwärtsbewegung im Eilgang bis zum Erreichen der Rückzugsebene fortgesetzt
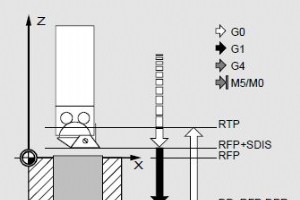
Sinumerik CYCLE88 Bohrung 4 Im Zyklus Sinumerik CYCLE88 „Bore 4“ erfolgt eine Verweilzeit beim Erreichen der Endbohrtiefe zusammen mit einem Spindelstopp ohne Orientierung und einem programmierten Stopp. Durch Drücken der Taste NC-Start erfolgt die Aufwärtsbewegung im Eilgang bis zum Erreichen der
Sinumerik CYCLE89 Bohrung 5 Im Zyklus Sinumerik CYCLE89 „Bohrung 5“ werden die Einwärts- und die Aufwärtsbewegung mit dem vor dem Zyklusaufruf programmierten F-Wert ausgeführt. Bei Erreichen der Endbohrtiefe kann eine Verweilzeit erfolgen. Programmierung CYCLE89 (RTP, RFP, SDIS, DP, DPR, DTB) Par

Osai GTL (geometrische Programmierung auf hohem Niveau) Die CNC-Systeme der Serie 10 von Osai ermöglichen die Programmierung eines geometrischen Profils auf der Ebene, indem entweder die Standard-Programmiersprache (G1-G2-G3) oder GTL, eine höhere Programmiersprache, verwendet wird. Osai GTL ermög
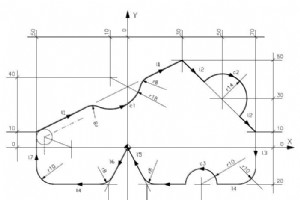
Osai 10 Series Programmierbeispiel mit Osai GTL (High Level Programming Language). Osai GTL Programmierbeispiel N1 (DIS,EXAMPLE GTL)N2 l1=X-50Y10,X30Y50N3 l2=X30Y50,X70Y10N4 l3=X70Y0,a-90N5 l4=X=Y-20,a180N6 l5=X10Y-20,X0Y0N7 l6=X0Y0,X-10Y-20N8 l7=X-50Y0,a90N9 c1=I-10J40r18N10 c2=I50J30r-14N11 c3=I
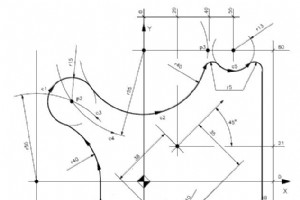
Mit der Osai 10-Serie können Programmierer CNC-Programme mit der Standardprogrammiersprache (G1-G2-G3) oder GTL, einer höheren Programmiersprache (GTL), erstellen.Hier ist ein vollständiges Osai-GTL-Programmierbeispiel. Osai CNC GTL-Programmbeispiel N1 (DIS,EXAMPLE 3)N2 S...F...T1.1M6 M...N3 o1=X2
CNC-Maschine





