

Industrielle Fertigung
CNC-Maschine

Fagor 8055/8055i Programmierung G-Codes / M-Codes vollständige Listen. Fagor 8055 M Fräsen Fagor 8055/8055i M-Programmierung G-Codes / M-Codes vollständige Listen. G-Codes G-Codes Beschreibung G00 Eilgang G01 Lineare Interpolation G02 Kreisförmige (spiralförmige) Interpolation im Uhrzeigersinn
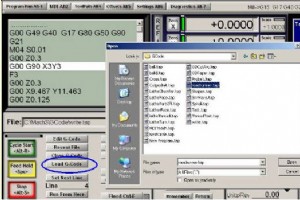
Dieses Tutorial beschreibt, wie ein CNC-Maschinist ein G-Code-Teileprogramm (von Hand geschrieben oder von CAD/CAM-Software generiert) in Mach3 CNC laden kann. Drücken Sie GCode laden Schaltfläche. Der Windows-Dialog zum Öffnen von Dateien wird angezeigt. Wählen Sie die Datei mit dem Teileprogramm

Fagor 8037M Milling und 8037T Lathe Programmierung G-Codes / M-Codes vollständige Listen. Fagor 8037M G / M-Codeliste Fagor 8037M Programmierung G-Codes / M-Codes vollständige Listen. G-Codes G-Codes Beschreibung G00 Eilgang G01 Lineare Interpolation G02 Kreisförmige (spiralförmige) Interpolat

Fagor 8065M Fräsen und 8065T Drehmaschine Programmieren von G-Codes / M-Codes vollständige Listen. Fagor 8065M G / M-Codeliste Fagor 8065M Programmierung G-Codes / M-Codes vollständige Listen. G-Codes G-Codes Beschreibung G00 Eilgang. G01 Lineare Interpolation. G02 Kreisförmige (spiralförmige)

Fagor 101 / 101S / 102 / 102S Programmierung G-Codes / M-Codes vollständige Listen. Fagor 101/102 Einführung Die CNC FAGOR 101/102 kann in den Schaltschrank der Maschine integriert werden und vereint in einer einzigen Einheit die leistungsstärksten und einfachsten Betriebseigenschaften einer CNC
Dies ist ein vollständiges Fanuc-Makro, das genauso funktioniert wie der Fanuc G81-Bohrzyklus. Bild:directindustry.com G66 Modaler Aufruf Sobald Fanuc G66 ausgegeben wird, um einen modalen Aufruf anzugeben, wird ein Makro aufgerufen, nachdem ein Block ausgeführt wurde, der die Bewegung entlang de

Fagor 800M 800T Programmierung G-Codes / M-Codes komplette Listen. Fagor 800M G-Codes M-Codes Fagor 800M Programmierung G-Codes / M-Codes vollständige Listen. G-Codes G-Codes Beschreibung G00 Schnelle Positionierung G01 Lineare Interpolation G02 Kreisinterpolation im Uhrzeigersinn G03 Krei

Fagor Mill 8025/8030 Modelle M MG MS GP und Fagor Lathe 8025/8030 Modelle T TG TS Programmieren von G-Codes / M-Codes vollständige Listen. Fagor 8025/8030M G-Codes M-Codes Fagor 8025/8030 Modelle M MG MS GP Programmierung G-Codes / M-Codes vollständige Listen. G-Codes G-Codes Beschreibung G00 P

D.Electron Z32 Numerical Controller Alarms Complete Listing for Z32 CNC Machinists Programers Setters. Schwerwiegende Systemfehler Sollte das Betriebssystem des Z32 eine Fehlfunktion feststellen, aktiviert es einen Systemfehlerzustand und stoppt die NC.Diese Situation kann an der folgenden Anzeige
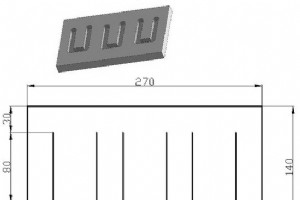
Einreichen durch:Maschinist Zeichnung/Bild CNC-Programm ;Main ProgramO777G91 G28 Z0M06 T01M03 S1200G90 G54 G43 H1G00 X30 Y110Z2M98 P030888 (call subprog O888 three times)G28 Z0M30;SubprogramO888G91G01 Z-9 F200Y-80X50Y80G00 Z9G00 X30M99
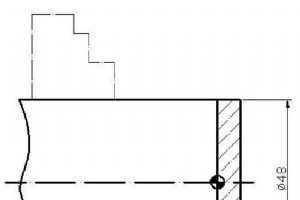
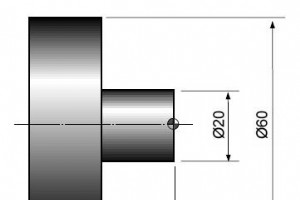
Einreichen durch:CNC-Programmierer Zeichnung/Bild CNC-Programm O1234;T0101;M03 S1200;G00 X50 Z8;G94 X0 Z5 F0.1;Z3;Z1;G00 X100 Z100;M05;M30;
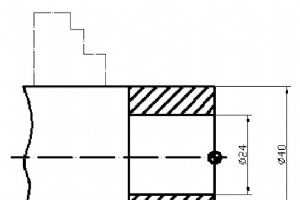
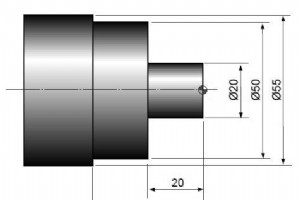
Einreichen durch:CNC-Programmierer Zeichnung/Bild CNC-Programm O1233T0101M03 S1200G00 X42 Z1G90 X38 Z-31 F0.1X34X30X26X24G00 X100 Z100M30

CNC-G-Codes der Osai 10-Serie für Fräsen und Schleifen, vollständige Liste. CNC-G-Codes der Osai 10-Serie – Fräsen und Schleifen G-Code Beschreibung G00 Schnelle Achsenpositionierung G01 Lineare Interpolation G02 Kreisinterpolation CW G03 Kreisinterpolation CCW G04 Verweilen am Blockende

CNC-M-Codes der Osai 10-Serie, vollständige Liste für Programmierer von CNC-Maschinen, die an CNC-Maschinen mit CNC-Steuerung der Osai 10-Serie arbeiten. CNC-M-Codes der Osai 10-Serie M-Code Beschreibung M0 Programmstopp M1 Optionaler Programmstopp M2 Ende des Programms M3 Spindel im Uhrzei

Auflistung von CNC-Alarmen und Fehlercodes für CNC-Maschinen und -Steuerungen, um CNC-Maschinisten/Programmierern/Einrichtern zu helfen, ihre Arbeit zu erleichtern. Bild:Action Machinery Co., Inc. Fanuc-Alarme Vollständige Liste der Fanuc-Alarmcodes.Fanuc 10/11/12 AlarmeFanuc Series 15 AlarmsFanu
Fanuc G90 Drehzyklus Der Fanuc G90-Drehzyklus wird für einfaches Drehen verwendet, es sind jedoch mehrere Durchgänge möglich, indem die X-Achsenposition zusätzlicher Durchgänge angegeben wird. Genannt mit vielen Namen wie – Fanuc G90 Außendurchmesser/Innendurchmesser-Schneidzyklus oder G90 Gerader
Fanuc 0-TC Tutorial, das erklärt, wie man ein CNC-Programm für Step Turning mit G90 Turning Cycle erstellt Fanuc G90 Drehzyklus G90 Drehzyklus ErläuterungG90 Kegeldrehen Fanuc G90 Zyklusbeispiel N10 G50 S2000G96 S180 M3T0100G0 X60.0 Z5.0 T0101 M8G90 X50.0 Z-40.0 F0.25X45.0 Z-20.0X40.0X35.0X30.0X2

CNC-Fehlermeldungen der Osai 10-Serie mit Beschreibung der Fehlermeldungen und Abhilfemaßnahmen für Programmierer von CNC-Maschinisten, die an CNC-Maschinen mit CNC-Steuerungen von Osai arbeiten. CNC-Fehlermeldungen der Osai 10-Serie Beschreibung von Fehlermeldungen und Abhilfemaßnahmen NC001 Syn

GSK 980 TD / GSK 980 TDb / GSK 980 TDc Alarmliste für Programmierer von CNC-Maschinisten, die an CNC-Drehmaschinen mit GSK 980td / 980tdb / 980tdc CNC-Steuerungen arbeiten CNC-Alarm Alarm-Nr. Inhalt 000 Notfallbremsalarm und ESP-Unterbrechung 001 Es sind keine Teileprogramme vorhanden oder Tei

G-Codes GSK983M S/V Bohr- und Fräs-CNC-System G-Codes GSK983M G-Code Funktion G00 Positionierung G01 Lineare Interpolation G02 Kreisinterpolation (CW) G03 Kreisinterpolation (CCW) G04 Verweilen G05 Hochgeschwindigkeitsmodus für kontinuierliches Schneiden G07 Föderierte Sinuskurve
CNC-Maschine





