Industrielle Fertigung
CNC-Maschine
Einreichen von:Brian Zeichnung/Bild CNC-Programm 0 BEGIN PGM 10127 MM1 BLK FORM 0.1 Z X-50 Y-50 Z-402 BLK FORM 0.2 X+50 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 CYCL DEF 200 DRILLING Q200 = 5 ;SET-UP CLEARANCE Q201 = -20 ;DEPTH Q206 = ??? ;FEED RATE FOR PLNGNG Q202 = 5 ;PLNGNG DEPTH Q210 =
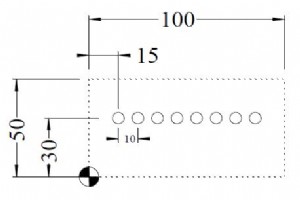
Einreichen durch:Maschinist Zeichnung/Bild CNC-Programm 0 BEGIN PGM 10128 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+50 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 CYCL DEF 1.0 PECKING7 CYCL DEF 1.1 SET UP -28 CYCL DEF 1.2 DEPTH -209 CYCL DEF 1.3 PECKG -1010 CYCL DEF 1.4 DWELL 011 CYCL D
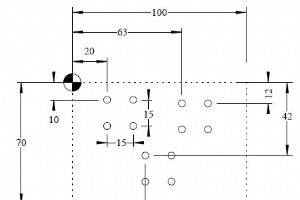
Einreichen durch:CNC-Programmierer Zeichnung/Bild CNC-Programm 0 BEGIN PGM 10129 MM1 BLK FORM 0.1 Z X+0 Y-70 Z-202 BLK FORM 0.2 X+100 Y+0 Z+03 TOOL DEF 14 TOOL CALL 1 Z S10005 L M66 CYCL DEF 1.0 PECKING7 CYCL DEF 1.1 SET UP 28 CYCL DEF 1.2 DEPTH -219 CYCL DEF 1.3 PECKG -510 CYCL DEF 1.4 DWELL 011 C
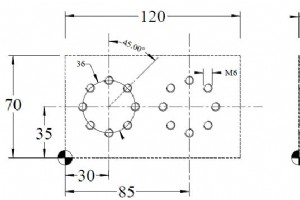
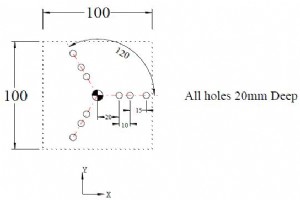
Einreichen von:Brian Zeichnung/Bild CNC-Programm 0 BEGIN PGM 10130 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-202 BLK FORM 0.2 X+120 Y+70 Z+03 TOOL DEF 14 TOOL DEF 25 TOOL DEF 36 TOOL CALL 1 Z S5007 L M68 L M139 CYCL DEF 1.0 PECKING10 CYCL DEF 1.1 SET UP 211 CYCL DEF 1.2 DEPTH -212 CYCL DEF 1.3 PECKG -213 CYCL D
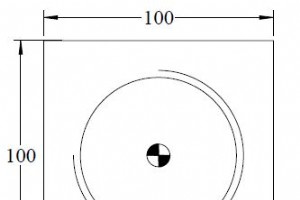
Einreichen durch:Maschinist Zeichnung/Bild CNC-Programm 0 BEGIN PGM 10131 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+100 Z+03 TOOL DEF 14 TOOL DEF 25 TOOL CALL 1 Z S5006 L M67 CYCL DEF 1.0 PECKING8 CYCL DEF 1.1 SET UP 39 CYCL DEF 1.2 DEPTH -4010 CYCL DEF 1.3 PECKG -4011 CYCL DEF 1.4 DWEL
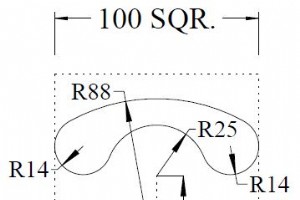
Einreichen durch:CNC-Programmierer Zeichnung/Bild CNC-Programm 0 BEGIN PGM FK1 MM1 BLK FORM 0.1 Z X-10 Y+0 Z-402 BLK FORM 0.2 X+110 Y+100 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S5005 L M66 L X+50 Y+50 R0 FMAX M37 L Z+2 FMAX8 L Z-10 F1009 L Y+75 RL F50010 FC DR+ R25 CCX+50 CCY+5011 FCT DR- R1412 FCT
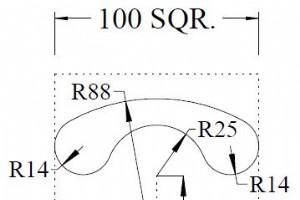
Einreichen durch:Maschinist Zeichnung/Bild CNC-Programm 0 BEGIN PGM FK1 MM1 BLK FORM 0.1 Z X-10 Y+0 Z-402 BLK FORM 0.2 X+110 Y+100 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S5005 L M66 L X+50 Y+50 R0 FMAX M37 L Z+2 FMAX8 L Z-10 F1009 L Y+75 RL F50010 CC X+50 Y+5011 C X+26.805 Y+59.327 DR+12 CC X+13.81
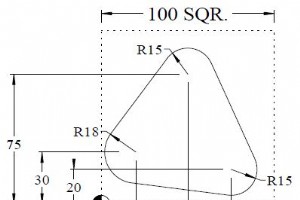
Einreichen durch:CNC-Programmierer Zeichnung/Bild CNC-Programm 0 BEGIN PGM FK2 MM1 BLK FORM 0.1 Z X+0 Y+0 Z-402 BLK FORM 0.2 X+100 Y+100 Z+03 TOOL DEF 1 L+0 R+54 TOOL CALL 1 Z S5005 L M66 L X-20 Y+30 R0 FMAX M37 L Z+2 FMAX8 L Z-10 F5009 L X+2 Y+30 RL10 FC DR- R18 CCX+20 CCY+3011 FLT12 FCT DR- R15 C
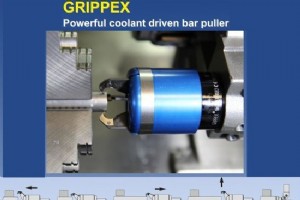
Einreichen von:Brian Zeichnung/Bild CNC-Programm O0001 ;SUB ProgramG0 T1212 M5X0. Z30.G1 G98 Z-80. F3000M8 ;Coolant ON, Grippex clampG4 U1. ;DwellM69 ;Chuck unclampG4 U0.1 ;DwellG1 Z-1. ;Pulling-out the bar to a specific z-extentM68 ;Chuck clampM9 ;Coolant OFF, Grippex unclampG0 G99 Z... ;Leave the
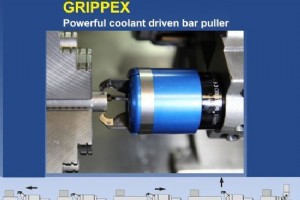
Einreichen von:Brian Zeichnung/Bild CNC-Programm . ;SUB Program.G0 X0 Z55 T090909 ;Change to Grippex (example)G0 Z-2 ;Approach bar to be pulledM08 ;Coolant ON, Grippex clampG04 F2 ;DwellG0 M84 ;Chuck unclampG04 F2 ;DwellG0 Z..... ;Pulling-out the bar to a specific z-extentM83 ;Chuck clampM09 ;Coola

Fanuc 6 Alarmcodes gilt für Fanuc System 6M 6T CNC-Steuerungen. Für CNC-Maschinisten, die an CNC-Drehmaschinen mit 6T oder CNC-Fräsen mit Fanuc 6M-CNC-Steuerung arbeiten. Fanuc-System 6M- und 6T-Alarmcodes sind wie folgt unterteilt 210 bis 245 Fehler an Hubendschaltern 400 bis 445 Fehler im Servos

Okuma OSP-P300S/P300L Alarm-C-Liste.Für CNC-Maschinisten, die an CNC-Maschinen mit Okuma-CNC-Steuerungen arbeiten. Klassifizierung von Okuma-Alarmen Alarme im Zusammenhang mit dem OSP werden in fünf Typen eingeteilt: Alarm P Alarm A Alarm B Alarm C (unten aufgeführt) Alarm D FEHLER Unten sind Al
Fanuc-Dezimalpunktprogrammierung Zusammenfassung Bei einigen CNC-Steuerungen müssen CNC-Programmierer beim Programmieren einen Dezimalpunkt an das Ende der meisten numerischen Werte setzen, z. X100.0 Y10.0Während es bei den meisten CNC-Steuerungen nicht notwendig ist, einen Dezimalpunkt am Ende ein

Okuma OSP-P300S/P300L Alarm-D-Liste.Für CNC-Maschinisten, die an CNC-Maschinen mit Okuma-CNC-Steuerungen arbeiten. Klassifizierung von Okuma-Alarmen Alarme im Zusammenhang mit dem OSP werden in fünf Typen eingeteilt: Alarm P Alarm A Alarm B Wecker C Alarm D (unten aufgeführt) FEHLER Unten sind A
Beispiel für ein CNC-Fräsprogramm, das veranschaulicht, wie ein CNC-Programm einfach vom G90-Absolutprogrammmodus in den G91-Inkrementalprogrammmodus konvertiert werden kann. Beispiel für ein CNC-Fräsprogramm G90 Absolute Program G91 Incremental Program N10 T1 M6 M3 G43N15 S2000 F80N20 G0 X10 Y10
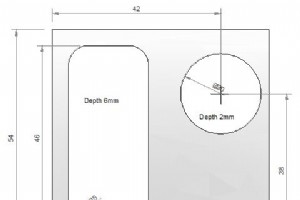
Beispiel für ein CNC-Fräsprogramm, das zeigt, wie ein CNC-Programm erstellt werden kann, um Taschen auf einer CNC-Fräse zu bearbeiten. Dieses Programmbeispiel verwendet Tieffräsen, um Material zu schneiden, um eine rechteckige und eine runde Tasche zu bearbeiten. Beispiel für ein CNC-Taschenfräspro
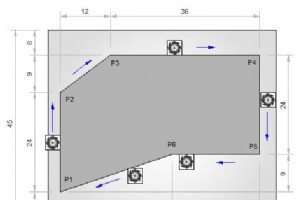
Beispiele für CNC-Fräsprogramme zeigen die Verwendung von G91 G41 G43 G-Codes. CNC-Fräsprogramm G91 G41 G43 CNC-Teileprogramm N05 G54N10 M6 T1 G43 H1 M3N15 S500 F120N20 G0 X-22 Y-22N25 Z-3N30 G1 X3 Y6 G41 H2 (P1)N35 G91 X0 Y24 (P2)N40 X12 Y9 (P3)N45 X36 (P4)N50 Y-24 (P5)N55 X-21 (P6) N60 G90 X3 Y6
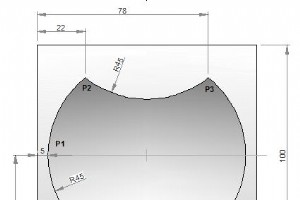
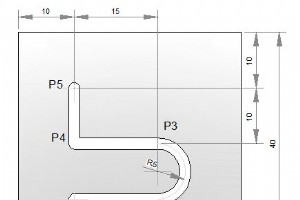
CNC-Fräsprogramm, um zu beschreiben, wie zwei oder mehr Radien in einem CNC-Fräsprogramm miteinander verbunden werden können. Beispiel für ein Unterprogramm CNC-Fräsen CNC-Teileprogramm N10 T1 H1 M6 G43 M3N20 F150 S250N30 G0 X-21 Y50 Z0.5N40 G0 Z0N50 M98 P040050N60 G49N70 G0 Z50N80 M30 Unterprogra

Cincinnati-Bearbeitungszentren G-Codes und M-Codes der Acramatic 2100e-CNC-Steuerung.Die folgende Liste von G- und M-Codes gilt für die folgenden Cincinnati-Vertikal-Bearbeitungszentren mit Acramatic 2100E-CNC-Steuerung PFEIL E/DART 500/750 (ERM) PFEIL 500/750/1000/1250C (ERM) PFEIL 1250/1500/2000
Haas-Eckenrundung und -Fasung Haas CNC-Programmbeispiel, um zu zeigen, wie Fase und Eckenradius programmiert werden können. Haas-Fasen Fase programmieren N10 G01 X20 Y30 ,C3 Haas-Eckenrundung Radius programmieren N10 G01 X20 Y30 ,R3 Beispiel für Haas-Eckenrundung und -Fasung Haas CNC-Programm O
CNC-Maschine